AMAZON multi-meters discounts AMAZON oscilloscope discounts
(cont. from part 1)
NONFERROUS TOOL MATERIALS
Nonferrous tool materials are used to some degree as die materials in special applications, and generally for applications with limited production requirements. On the other hand, in jig and fixture design, some nonferrous materials are used extensively where magnetism or tool weight is important. Another area where nonferrous materials are finding increased use is for cutting tools. Alloys and compositions of nonferrous materials are used extensively to machine the newer, exotic, high-strength metals.
Aluminum
Aluminum has been used for special tooling for a long time. The principal advantages to using aluminum are its high strength-to-weight ratio, nonmagnetic properties, and relative ease in machining and forming. Pure aluminum is corrosion resistant, but not well suited for use as a tooling material except in limited, low-strength applications. Aluminum alloys, while not as corrosion resistant as pure aluminum, are much stronger and well suited for many special tooling applications. Aluminum/copper (2000 series), aluminum/magnesium and silicon (6000 series), and aluminum/zinc (7000 series) are the alloys most frequently used for tooling applications. Depending on composition, some aluminum alloys are weldable and some can be heat-treated.
One form of aluminum alloy finding increased use is aluminum tooling plate. This material is available in sheets and bars made to close tolerances. Aluminum tooling plate is useful for a wide variety of tooling applications. From sup ports and locators to base plates and tool bodies, aluminum tooling plate provides a lightweight alternative to steel.
Other variations of aluminum frequently used for tooling are aluminum extrusions and cast bracket materials. In most cases, these materials can be used as is, with little or no machining required.
Magnesium
Magnesium, like aluminum, is a lightweight yet strong tooling material. Lighter than aluminum, magnesium has a good strength-to-weight ratio. Magnesium is commercially available in sheets, bars, and extruded forms. The only disadvantage in using magnesium is its potential fire hazard. When specifying magnesium as a tooling material, make sure those who are to make the various parts are well acquainted with the pre cautions that must be observed when machining this material.
Bismuth alloys
Bismuth alloys have several different uses in special tools. One of the principal advantages of bismuth alloys is their comparatively low melting temperature. Many alloy compositions will melt in boiling water. In addition to acting as a reusable nesting material, it can be applied as a matrix material for securing punch and die parts in a die assembly, and as cast punches and dies for short-run forming and drawing operations.
Another frequent application of these alloys is for cast workholders. In this case, the material is melted and poured around the part and, once cool, the part is removed and the cast nest is used to hold subsequent parts for machining.
Low-melt alloys are also useful when machining parts with thin cross-sections, such as turbine blades. In these applications, the material is cast around the thin sections and acts as a support during machining. Once the machining is complete, the material is melted off the part and can be reused.
Carbides
Carbides are a family of tool materials made from the carbides of tungsten, titanium, tantalum, or a combination of these elements. They are powder metals consisting of the carbide with a binder, usually cobalt, hot-pressed and then sintered into desired shapes. The most common carbide material used for special tools is tungsten carbide. All carbides are characterized by their high hardness values and resistance to wear. This makes them an excellent choice for cutting tools. The specific grades and characteristics commonly used to classify carbides are shown in Tables 6 and 7.
Table 6 shows the unofficial C-classification system, and Table 7 contains the International Organization for Standardization (ISO) system.
These classification systems are application based and only roughly tied to material properties.
Generally, there is a tradeoff between hardness and toughness, but micrograin carbides provide greater hardness and toughness together.
Cermets
Cermets are similar to carbides, but they consist of titanium carbide (TiC) or titanium nitride (TiN) powder in a nickel or cobalt binder. They are harder and stronger than carbides, and provide better cutting performance on ferrous materials.
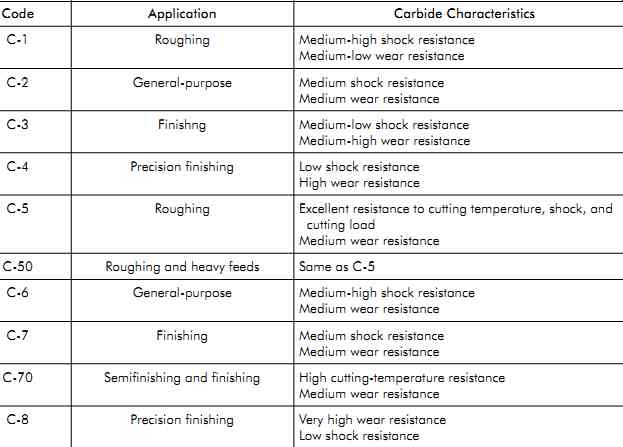
Table 6. Joint Industry Council (JIC) carbide-classification code
NONMETALLIC TOOL MATERIALS
Nonmetallic tool materials are chiefly used where the production of parts is limited and where the cost of using tool steels or similar materials would not be economically practical. In many cases where nonmetallic tool materials are used for special tools, they are used in conjunction with steel parts, such as bushings or blades, rather than by themselves. However, in other applications, nonmetallic materials may be used alone. The principal nonmetallic materials used for special tooling are wood, composite materials, plastics, epoxy resins, rubber, urethane, ceramics, and diamonds.
Wood
Wood is frequently used for low-cost, limited production tooling. Typical applications include jig plates with inserted steel bushings and backing, and support parts for steel-rule dies. When working with wood, the designer must anticipate the problems inherent in this material. For example, wood has a tendency to swell and warp. However, by selecting a relatively stable type of wood and properly positioning the parts, these problems can be minimized or eliminated (see FIG. 4).
Some variations of wood products often used in tooling applications include hardboard, densified woods, plywood, and particleboard.
Hardboard
Hardboard is basically a material made of compressed wood fiber. Typical uses for this material include forming punches and dies, blocks for rubber forming, and stretch dies.
Densified Woods
Densified woods are impregnated with a phenolic resin and laminated. After lamination, the assembled parts are compressed to about 50% of the original thickness of the wood layers.
Densified woods are used for basically the same applications as hardboard.
(coming soon) Table 7. ISO carbide-classification system
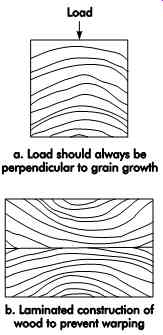
FIG. 4. Using wood properly.
Plywood
Plywood may be used for special tooling in either its natural condition or as clad plywood. Clad plywood has a thin sheet of metal applied to help it resist wear and damage during use. Plywood may be used for tumble jigs, steel-rule dies, milling fixtures, and stretch-forming dies. When using plywood for any tooling application, it is best to use an exterior plywood grade to prevent the wood plies from separating.
Particleboard
Particleboard is a composition material made from wood chips and epoxy resins. These materials are available in several grades and serve basically the same functions as plywood. When using any type of wood or wood byproduct, it is always a good precaution to coat the tool with a lacquer or shellac to preserve the wood and help reduce swelling and warpage.
Composite Materials
Composite materials normally are made from a filler, or base material, with some type of resin acting as a binder. Two typical composite materials used for special tooling are phenolic and Bakelite. Both materials are used for the same applications as wood, but are more stable and less susceptible to moisture. Fiberglass and graphite composites are sometimes used to make tools that are lightweight without sacrificing strength.
Plastics
Plastics are used for tools in operations that are not severe, and where production runs are short to medium. Most plastics are resistant to chemicals, moisture, and temperature. They are inexpensive and facilitate tool repair and modification. In most cases, plastics can be machined with the same tools and equipment as metals, and can be easily adapted to tool-room uses. Plastics have been recently developed to withstand high heat and abrasion. Some have nonstick surfaces that make for excellent sliding. Newer plastics have tensile and shear strengths equal to some low-strength steels. With constant research and development in this industry, plastics will gain increasing use as tool materials.
Epoxy resins
Epoxy resins are mainly used for casting and laminating. Castable resins are used for jig plates, workholders, silkscreen fixtures, duplicating pat terns, and large forming dies. In addition to the resin, a filler material is added to the mixture to increase its strength and provide better dimensional stability. Typical filler materials include glass and metal beads, and metal filings. Cast resins are strong and relatively lightweight. When properly cast, they require little or no machining.
Laminated resins are used for large, stretch-forming dies and checking fixtures. These materials are generally laminated over a wooden frame.
Epoxy resins combine the advantages of low cost, ease of modification, and shortened lead times into a single tooling material. They work well with intricate or complex part shapes and, depending on the filler material, normally will last a long time.
Rubber
Rubber is used less now than in the past. This is due in large part to newer and better materials that have been developed. However, rubber is still used for specialized drawing, blanking, and bulging die operations, as well as protective elements for other special tools.
Urethane
Urethane is becoming widely used for special tooling. It is available in solid bars that can be machined to suit a specific application or cast into almost any desired form. Urethane is not compressible and acts as a liquid when force is applied. That is, when force is applied, urethane displaces it equally in all directions. By containing and redirecting these displaced forces, urethane can be used to form complex shapes without marring the workpiece material. When used as a clamp pad, urethane transfers all the clamping forces without damaging workpiece surfaces. It is also used as a stripper in some larger, low-production, blanking dies.
Urethane does not shrink an appreciable amount and can be used to duplicate parts exactly. Lack of shrinkage makes it ideal for nests for ultrasonic fixtures or molds for model parts.
Urethane is also used for embossing or shallow forming dies. When used in forming, only the die is made from urethane; the punch is normally made from steel or a similar material.
Ceramics
Ceramics, or oxide cutting tools, are basically aluminum-oxide materials. They have high compressive strength, high red hardness, high abrasive resistance, low heat conductivity, and good resistance to galling and welding. Ceramics are harder than carbides, but will chip or break easily when bending or twisting loads are applied. They should not be used for interrupted cuts since they have low resistance to shock loads. For this reason, the machine selected to use ceramic cutting tools must be extremely rigid. Ceramic cutting tools are used to machine cast iron, carbon steels, low-alloy steels, and for finishing hard steels (Rockwell C 60 and 65) at high speeds. Also, they may be used for machining carbon, graphite, fiberglass, and other highly abrasive materials.
Diamonds
Diamond is the hardest substance known, but it has only limited use as a tool material. Industrial diamonds are either synthetic or natural. They are used for turning tools, grinding wheels, and grinding-wheel dressers. Diamonds are frequently used for turning plastics, precious metals, nonferrous metals, and general finishing operations with light cuts, fine feeds, and high cutting speeds. Diamond powder is used for lapping and polishing. Also called flours, these powders create a smooth finish and high luster, especially on ferrous materials.
Polycrystalline diamond (PCD) blanks consist of diamond powder bonded together under high pressure and temperature, generally on a tungsten-carbide substrate. The blank can be used either as an indexable insert or brazed into a cut ting-tool body. PCD is generally used to machine nonferrous and nonmetallic materials. It is not recommended for machining ferrous materials because it has a high chemical affinity to the carbon in the PCD.
Other Materials
Cubic boron nitride (CBN) is a product similar to diamond. It is used for grinding wheels and cutting tools. CBN can be used on ferrous materials because there is a low chemical affinity between this material and ferrous materials.
Thus, it can be used at higher cutting speeds and for hardened ferrous materials. Polycrystalline CBN (PCBN) is a granular material compacted in a binder. It is used to make cutting tools in the same way PCD is used.
HEAT-TREATING
The purpose of heat-treatment is to modify and control the properties of a metal or alloy.
This is done by altering the structure of the metal or alloy by heating it to definite temperatures and cooling it at various rates. This combination of heating and controlled cooling determines not only the nature and distribution of the microconstituents, which in turn determine the properties, but also the grain size.
Heat-treating should improve the alloy or metal for the service intended. It can:
• remove strains after cold-working;
• remove internal stresses, such as those produced by drawing, bending, or welding;
• increase the hardness of the material;
• improve the machinability of the material;
• improve the cutting capabilities of tools;
• increase the wear-resisting properties of the material;
• soften the material, as in annealing, and
• improve or change the properties of a material such as its corrosion resistance, heat resistance, magnetic properties, etc., as required.
Hardening steels
Quench hardening is the process of heating to a temperature above the critical range, then cooling rapidly enough through the critical range to appreciably harden the steel. (See Table 4 for specific treatment.)
What happens during the heat-treatment of die steels is represented graphically in FIG. 5.
Starting in the annealed condition at A, the steel is soft, consisting of an aggregate of ferrite and carbide. Upon heating above the critical tempera ture to B, the crystal structure of ferrite changes, becoming austenite, and dissolving a large portion of the carbide. The new structure, austenite, is al ways a prerequisite for hardening. By quenching it (cooling rapidly to room temperature), the carbon is retained in solution, and the structure known as martensite (C) results. This is the hard matrix structure in steels. It is initially highly stressed since the change from austenite involves some volumetric expansion against the natural stiffness of the steel. It must be reheated to an intermediate temperature (D) to soften it slightly and relieve those internal stresses that unduly embrittle the steel. This process is called tempering.
If quenching is not rapid enough, the austenite reverts to ferrite and carbide (E), and high hardness is not obtained. The rate at which quenching is required to produce martensite depends primarily on the alloy content. Low-alloy die steels are water- or oil-hardened, while highly alloyed steels usually can be hardened in air (that is, quenched at a much slower rate). Highly alloyed steels make the reaction more sluggish.
Additional alloying elements increase the cost of steel alloys; however, their addition makes it possible to quench the steels more slowly, which reduces the potential for distortion or cracking during the quenching process.
Normalizing
Normalizing involves heating the material to a temperature between 100-200° F (56-111° C) above the critical range and cooling in still air.
This is about 100° F (56° C) above the regular hardening temperature.
The purpose of normalizing is usually to refine grain structures that have been altered during forging. With most of the medium-carbon forging steels (alloyed and unalloyed), normalizing is highly recommended after forging and before machining to produce more homogeneous structures and, in most cases, improve machinability.
High-alloy, air-hardened steels are not normalized, since to do so would cause them to harden and defeat their primary purpose. Increasing temperatures can cause grain growth to occur, which would further reduce hardness.
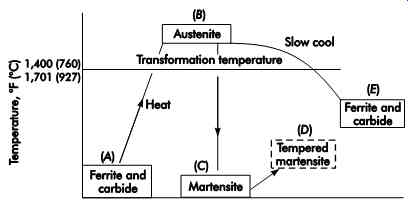
FIG. 5. Transformations in the hardening of steel.
Stress Relieving
Stress relieving is a method of relieving the internal stresses set up in steel during forming, cold working, and cooling after welding or machining.
It is the simplest heat-treatment and is accomplished merely by heating the steel to 1,200-1,350° F (649-732° C) followed by air or furnace cooling.
Large dies are usually roughed out, then stress relieved and finish machined. This will minimize their changing in shape not only during machining, but during subsequent heat-treating as well.
Welded sections also will have locked-in stresses due to a combination of differential heating and cooling cycles, as well as changes in the cross section. Such stresses can cause considerable movement in machining operations.
Annealing
The process of annealing consists of heating the steel to an elevated temperature for a defined period of time and cooling it slowly. Annealing is done to produce homogenization and establish normal equilibrium conditions with corresponding characteristic properties.
Tool steel is generally purchased in the annealed condition. Sometimes it is necessary to rework a tool that has been hardened, and the tool must then be annealed. For this type of anneal, the steel is heated slightly above its critical range, then cooled very slowly (50-100° F [10-38° C] per hour).
Finished parts may be annealed without surface deterioration by placing them in a closed pot and covering with compounds that will combine with the air present to form a reducing atmosphere.
Partially spent carburizing compound is widely used for annealing, as well as cast-iron chips, charcoal, and commercial neutral compounds.
Spheroidizing
Spheroidizing is a form of annealing that, in the process of heating and cooling steel, produces a rounded or globular form of carbide. Carbide is the hard constituent in steel.
Tool steels are normally spheroidized to improve machinability. This is accomplished by heating to a temperature of 1,380-1,400° F (749-760° C) for carbon steels and higher for many alloy tool steels, holding at heat for one to four hours, and cooling slowly in the furnace.
Tempering
Tempering is the process of heating quenched and hardened steels and alloys to some tempera ture below the lower critical temperature to reduce the internal stresses set up in hardening. It reduces the hardness and strength of the steel but increases ductility and toughness. Higher tempering temperatures result in higher loss of strength and hardness, plus more increase in ductility.
Lower tempering temperatures result in little loss of strength and hardness and little increase in ductility. Typical tempering temperatures range from 300-1,100° F (149-593° C). Typical tempering times are one to two hours at temperature.
(See Table 4 for specific treatments.)
Case Hardening
The addition of carbon or nitrogen to the surface of steel parts and the subsequent hardening operations are important phases in heat-treating. The process may involve the use of molten sodium cyanide mixtures, pack carburizing with activated solid material such as charcoal or coke, gas or oil carburizing, and dry cyaniding.
Regardless of whether a solid charcoal or coke packing material is used, or a liquid gas, the objective is the same-to produce a hard, wear-resistant surface with a tough center core. The carbon content of the surface is raised to 0.80-1.20% and the case depth can be closely controlled by the time, temperature, and carburizing medium used.
Pack carburizing is generally done at 1,700° F (927° C) for eight hours to produce a case depth of .06 in. (1.5 mm). Light cases up to .005 in. (0.13 mm) can be obtained in liquid cyanide baths.
Case depths to .03 in. (0.8 mm) are economically practical in liquid carburizing baths.
Usually, low-carbon steels and low-carbon alloy steels are carburized. The normal carbon range is 0.10-0.30%, though higher carbon-content steels may be carburized as well.
Nonferrous Materials
Heat-treatment of nonferrous metals and alloys closely approximates that of steel, except that the temperature ranges used are lower, and hardening is accomplished by the precipitation of hard metallic compounds or particles.
Nonferrous metals and alloys that are not heat-treatable harden by cold work only.
For the heat-treatable alloys of aluminum, hardening is accomplished by precipitation.
When an alloy is water-quenched from the hardening temperature, it is very soft; this is known as the solution treatment. Hardness is accomplished by aging, which follows the quenching operation.
The aging temperature for some aluminum alloys is room temperature; others may require an elevated temperature of 290-360° F (143-182° C), depending on the alloy. As a rule, the lower the aging temperature, the longer the time required for the alloy to reach full hardness.
Beryllium copper is a precipitation-hardening alloy and is usually furnished by the manufacturer in the very soft, solution-treated condition.
It has excellent forming properties in this condition. Formed parts are hardened by aging at 560-620° F (293-327° C) for two hours at heat. A hardness of 38-42 Rockwell C can be expected.
All other brass and bronze alloys are hardenable only by cold working. They may be softened to varying degrees by stress relieving or annealing.
INSTRUCTIONAL SUPPORT MATERIALS
SME has developed a nine-DVD video series of which two relate to this section's content.
In Tool Materials (30 minutes, order code: DV07PUB1), a wide variety of tool materials are explored as they are used in manufacturing operations. For most applications, more than one type of tool material may be satisfactory, with final selection governed by material availability and economic considerations. This program provides a comprehensive examination of the principal tool material groups: ferrous metals, nonferrous metals, and nonmetallic materials.
The ferrous metals segment details the various carbon steels, alloy steels, tool steels, and cast irons, and how they are best applied. The nonferrous metals segment explores the primary material types: aluminum, carbide, and cermet.
The nonmetallic materials segment features in-depth information on tooling produced from wood, composites, rubber, ceramics, diamond, and cubic born nitride.
Composite Tooling Design (22 minutes, order code: DV08PUB4) explores why quality tooling is a fundamental requirement for the manufacture of composite parts. Every step in the composite part manufacturing process must be tightly controlled to ensure superior material properties and predict able performance in the final product.
This program explores the wide variety of materials used to create composite tooling, including glass-reinforced polyester/vinyl-ester-laminated tooling, carbon/glass-fiber-reinforced epoxy/bismaleimide laminated tooling, Invar, and Invar coated, carbon-fiber-reinforced tooling steel.
The different types of composite manufacturing support tools are also featured, including ply and core kit cutting templates, ply and core locator templates, trim fixtures, drill jigs and fixtures, tooling supports, and transportation and handling features.
QUIZ
1. What are the three principal categories of tool materials?
2. List three physical properties of materials.
3. List five mechanical properties of materials.
4. What is resistance to penetration called?
5. Which hardness test system often uses a diamond, cone-shaped penetrator?
6. In what three conditions are steels normally purchased?
7. What are the grades of carbon steel?
8. What is another name for nickel-chromium steel?
9. List five classes of tool steel.
10. What advantage does Invar alloy have? Disadvantage?
11. Which nonferrous metal is also known as a "low-melt alloy?"
12. Briefly define the numbering system for steels and provide an explanation of the following SAE numerals and digits: SAE1040, SAE1320, SAE2540, and SAE3340.
13. Steel is often classified by general names.
Briefly describe the following:
a. low-carbon steel
b. medium-carbon steel
c. high-carbon steel
d. cold-drawn steel
e. hot-rolled steel
f. oil-hardened tool steel
14. Many of the detail parts as well as the bodies of jigs and fixtures must be heat-treated before assembly. Briefly describe the following heat-treatment terms:
a. hardening
b. tempering/drawing
c. annealing
d. normalizing
e. carburizing
f. cyaniding