AMAZON multi-meters discounts AMAZON oscilloscope discounts
In this section, various organizational styles in use for Maintenance Operations are discussed, with an emphasis on defining the strengths and weaknesses of each of these styles. The role of the Maintenance Planner/ Maintenance Scheduler and the execution of their responsibilities can be either enhanced or severely handicapped by the organizational structure of the Maintenance Department and by the Maintenance Department's organizational relationship with other functional areas of the plant. If you, or the Maintenance Operation within your plant, are undertaking an organizational makeover to recognize the Planning and Scheduling function as a designated position, the information in this section can be invaluable for ensuring success. Instituting the wrong organizational style or structure could end up making your Maintenance Operation less effective than it was before creating the Planner/Scheduler.
Before beginning the discussion of the various styles for organizing the maintenance function, it is relevant to define the corporate organizational configuration. This is necessary to illustrate just where the individual plant and the plant functions fit within the overall corporate structure. While there can be many subtle variations, most large corporations have traditionally been organized in the general form shown in FIG. 1A and B. Please take note of the level 6 Maintenance Manager's responsibilities and then the entry "Equipment Maintenance" listed under the Production Manager's responsibilities. Up until 10 to 15 years ago, production equipment maintenance was exclusively an operations department function in virtually all manufacturing plants. While many plants today have separated out production equipment maintenance and assigned the function to another level 6 manager, the majority, by a slimmer margin every day, still retain that function under the Production Manager.
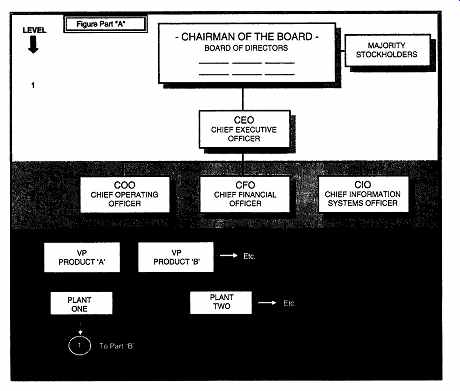
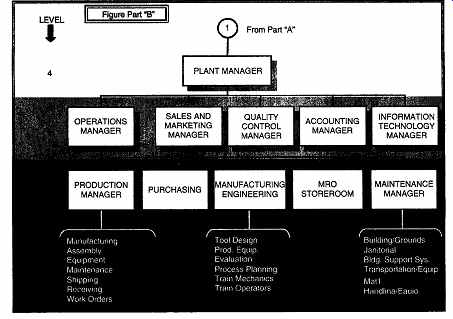
FIG. 1 (A and B) The Generic Corporation
1. STYLES FOR ORGANIZING MAINTENANCE OPERATIONS
There are a number of driving forces behind the selection and use of the most typical of the various Maintenance Organization patterns (Table 5-1). Too often, an organizational style is chosen for the wrong reasons and may be less effective than another alternative. A breakdown of some of the more common reasons cited for using a particular organizational style or pattern includes the following.
The Maintenance Organization style used in any plant must be structured at a minimum to address the following issues effectively:
-- Set forth organizational principles and ground rules.
-- Maintenance management structured level with operations management
-- Maintenance not subordinate to operations
-- Supportive service to operations vs. subordinate function.
-- Defined roles, responsibilities (including shared) and authorities.
-- Operations department
-- Maintenance department.
-- Maintenance Organization structured to recognize three distinct (separate but mutually supportive) functions, so that each basic function receives primary level attention.
-- Work execution o Planning and scheduling
-- Maintenance Engineering.
-- Central and area assignments (where used) balanced to extent of economic soundness.
-- (When only one component of any organization optimizes, the organization as a whole sub-optimizes).
-- Planning and scheduling is one of the "prime legs" of the organization.
-- Application of technical skills and knowledge.
-- Nature of maintenance work and its control.
-- Routine o Emergency o Backlog relief.
-- Impact of technological advancements on the nature of maintenance and production assignments.
-- Organization for future.
-- Encompasses job fulfillment.
-- Rationalize the maintenance shift schedule.
-- Off shift schedule o Primary maintenance shift
-- Split shift need.
============
Table 1 Reasons Cited for Organizational Pattern
[ Valid Reasons Plant function Plant size Plant layout Maintenance style-TPM, Fixed Frequency, Fix when Fail (reactive)
]
[
Pattern used at manager's previous plant Pattern used in other plant's departments We have always done it this way CEO (top management) wants it this way (without reason)
]
============
1.1 Style Variations
Seven definable variations in style are seen in the organization of maintenance activities:
1. Organization by trade;
2. Organization by area;
3. Organization within production department;
4. Joint trade and area organization structure;
5. Contract maintenance-partial or total;
6. Organization by work-type;
7. Combination Styled Organization combining work-type with area teams comprised of both maintenance and production personnel.
1.1.1 Trade Organization
Specialized trades whose unions enforce trade rules resulting in the organization of maintenance labor by trades is one of the dominant maintenance organization styles in use today (Table 2). Typically, maintenance jobs are first broken down into trade elements (electrical, instrument, sheet metal, machinist, welder, pipe fitter, etc.) and then each element is assigned to the appropriate trade group under the supervision of a trade supervisor, who directs the work of one or two trades covering the entire facility. Thus, trade-styled organizations are centralized -- each trade group will have work assigned throughout the facility by central scheduling or dispatching service.
=============
[
Advantages:
1. Sufficient personnel are available to handle the work requirements of the plant.
2. Considerable flexibility is available in assigning personnel of different trades to the various jobs
3. The total number of personnel can be held reasonably level, minimizing hiring and lay-offs.
4. Specialists (electrical and instrument) are utilized more efficiently.
5. Special maintenance equipment is used effectively
6. One individual is responsible for all maintenance by skill or trade
7. Accounting for all maintenance costs is centralized.
]
[
Disadvantages:
1. Personnel are scattered around the plant and not closely supervised.
2. Time is lost in traveling to jobs
3. Different personnel assigned to equipment, no one becomes proficient in its repair.
4. Interval between initial job request and completion for routine work can be longer.
5. No one supervisor is responsible for total job completion, housekeeping or accountability.
]
=============
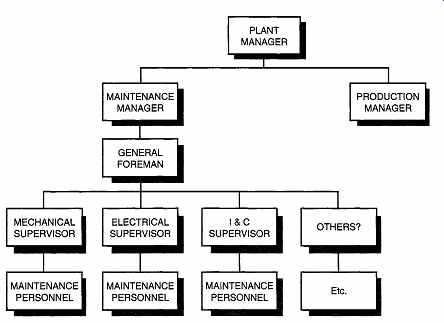
FIG. 2 Trade Organization
Variation of Trade Organization: Functional Trade Assignments: Some multisite/multiplant companies use a variation of the trade pattern of organization--the functional-trade pattern. In this structural variation, each supervisor is assigned a major, functionally defined responsibility (e.g., maintaining electrical equipment or buildings and grounds) and provided with a work force composed of the requisite mix of trades. For example, the buildings and grounds unit includes millwrights, painters, masons, gardeners and carpenters. The functional trade form of organization is based on trade-skill areas. It recognizes the functional tasks of organizing and administering maintenance work.
Functional work does not lend itself to the area type of supervision, either because it requires specialized skills or because the nature of the work requires maximum mobility. The plant engineer will assign such work to one of the central trade supervisors.
1.1.2 Area Organization
The area concept of supervising and controlling the maintenance function derives its name from the practice of designating relatively small maintenance areas in which the activities of assigned maintenance personnel are directed and controlled by one individual known as the area supervisor for maintenance (Table 3). The area maintenance organization decentralizes the maintenance function. Maintenance crews are scheduled or assigned to areas within the plant, building or group of plants or buildings. Each area supervisor is responsible for maintaining uninterrupted production in his area. The personnel and trade groups assigned have the required skill varieties to carry the normal workload within their area. When, and if, additional tradespersons are required, the area supervisor may requisition them from other area groups.
=============
Table 3 Area Organization
[
Advantages:
1. Maintenance personnel are readily accessible to operations
2. Time spent traveling to a job is reduced
3. Time lag is minimized between work request and work completion
4. Maintenance supervisors and personnel become better acquainted with the equipment and its spare parts requirements
5. Maintenance personnel are more closely supervised
6. Production line or process changeovers is faster
7. There is greater continuity from one shift to another
8. Maintenance supervisors and personnel become more familiar with production schedules, problems, special jobs, etc.
]
[
Disadvantages:
1. The tendency exists to overstaff the area
2. Major repairs are difficult to handle
3. There are more personnel problems and regulations pertaining to transfer, hiring, working overtime
4. Special equipment is difficult to justify because usage may be limited
5. Duplication of equipment occurs in the area maintenance shops
6. More clerical help is needed if the area groups are large
7. Specialists are difficult to utilize effectively
]
=============
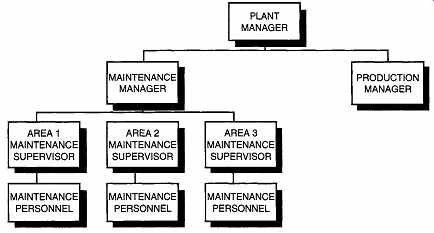
FIG. 3 Area Maintenance Organization
1.1.3 Production Department Maintenance
This is the older, historical structure seen before the evolution of maintenance as a separately managed discipline (Table 4). It is still found in many organizations, usually the smaller ones, that cannot economically justify separate supervision for maintenance crews of less than six or so tradesperson.
Production Department maintenance crews are responsible only for the production equipment within their production zone. Support services and systems, such as facility HVAC systems, centralized hydraulic and pneumatic systems, are maintained by a central maintenance group (or contracted out) that is directly responsible to Plant Operations.
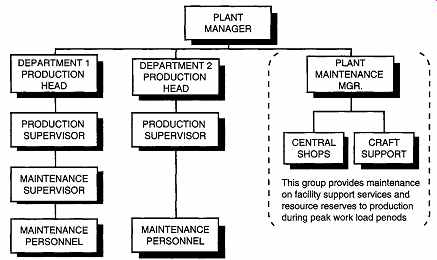
FIG. 4 Production Department Maintenance
=====================
Table 4 Production Department Maintenance
[
Advantages:
1. Maintenance personnel are readily accessible to operations
2. Time spent traveling to a job is reduced
3. Time lag is minimized between work request and work completion
4. Maintenance supervisors and personnel become better acquainted with the equipment and its spare parts requirements
5. Maintenance personnel are more closely supervised
6. Production line or process changeovers is faster
7. There is greater continuity from one shift to another
8. Maintenance supervisors and personnel become more familiar with production schedules, problems, special jobs, etc.
]
[
Disadvantages:
1. Operations supervisors not qualified to direct a maintenance job
2. Operations supervisors cannot give technical assistance to a mechanic
3. Operations supervisor may neglect maintenance in order to meet schedules.
4. The maintenance responsibility of the plant is divided.
5. The plant maintenance costs are harder to isolate and control
6. Personnel problems are more pronounced than with area maintenance
7. The tendency exists to overstaff the area
8. Major repairs are difficult to handle
9. There are more personnel problems and regulations pertaining to transfer, hiring, working overtime
10. Special equipment is difficult to justify because usage may be limited
11. Duplication of equipment occurs in the area maintenance shops
12. More clerical help is needed if the area groups are large
13. Specialists are difficult to utilize effectively
]
=====================
1.1.4 Joint Trade and Area Organization
Under this type of organization, the central shop is expanded by subdividing the shop into a series of specialized trades, thus increasing the total number of tradespersons. Some tradespersons are permanently assigned to shops and others to areas of the plant to take care of minor repairs, adjustments, and even construction work, so that production can continue without interruption. Some trade activity (pump and turbine overhauls, re-tubing, rigging, machine shop work on lathes and grinders, valve repair, etc.) is centralized as a shop or central trade function and work is performed out in the field under the central trade function's supervision-not area supervision.
(Electrical and instrument work are also good examples of functional work.) The central maintenance shop supervisor(s) is responsible for shop work, crew administration, and field consultation, as required for meeting production demands.
Special project work is under the direct supervision of the special projects supervisor. The types of work designated as special projects are varied.
The special projects supervisor may be assigned as a relief supervisor for another supervisor, who has an overload of work or has been assigned to execute some major or special project. The assignment may be either on a temporary or full-time basis depending on plant size and special project work volume.
All fieldwork, except functional work and specifically assigned special project work, is under the direct supervision of an area supervisor. Within a given plant area, the area supervisor directs the activities of all tradespersons assigned to perform work except those reporting to a functional tradesperson. The area maintenance supervisor is responsible for obtaining materials, special tools, and equipment indeterminable by planning and other needs that will expedite the work in progress. Timekeeping and the distribution of hours to jobs for payroll, planning, and accounting purposes also are delegated to the area maintenance supervisor.
The area maintenance supervisor is not held responsible for supervision of personnel performing functional work in this area, or working under a supervisor responsible for a special project affecting the area. However, the area supervisor is responsible for bringing to the attention of the assigned functional or special project supervisor any instances observed of inadequate or inappropriate methods, poor quality, improper conduct or behavior that is detrimental to the area.
All of the work must be coordinated by planning with the field area supervisor, trade or functional supervisor, and operations to assure timely compliance.
Management and plant engineers, aware of the difficulty in balancing service and maintenance costs, have attempted to resolve this problem by combining a central group with an area or departmental group.
Combinations of the basic plans are widely used in the industry. The variations and modifications are numerous (Table 5).
1.1.5 Contract Maintenance Partial or Total
Within this organizational structure, maintenance work is left entirely up to contracted maintenance forces. The plant may choose to keep certain trades and turn all other work over to the contractor for supervision and work execution. The plant may elect to plan and schedule the contractor force or let them handle the P/S. In normal practice, outside contractors are employed to perform: (1) backlog work; (2) recurring nonemergency work; and (3) designated peak load work during situations such as shutdowns, turnarounds, construction, jobs, etc. The decision to use outside forces is usually based on a tradeoff study of cost and a number of other, less tangible factors.
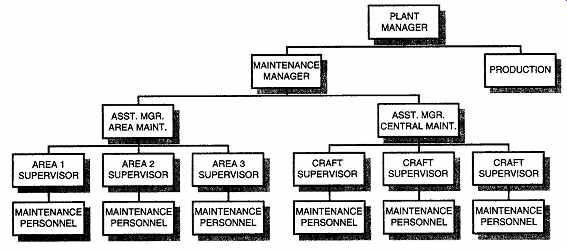
FIG. 5 Joint Trade and Area Organization
===================
Table 5 Joint Trade and Area Organization
[
Advantages:
1. A group of central technicians capable of handling the large projects and major repairs throughout the plant
2. Good control of maintenance costs
3. Area technicians available to support production centers
4. Area technicians familiar with key equipment in the production centers
5. Quick response time
]
[
Disadvantages:
1. Central technicians assigned to work throughout the plant with resultant high travel time and less job supervision
2. Tendency to go to fixed crews with area preference
3. Tendency to overstaff an area
4. Duplication of equipment
5. Skill levels must be balanced properly
]
====================
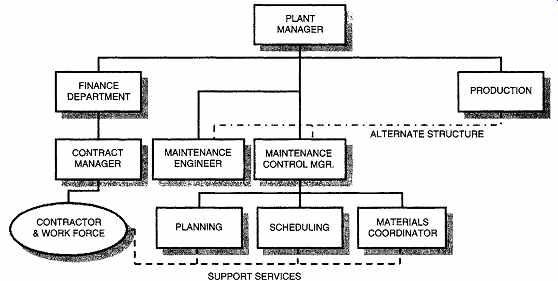
FIG. 6 Contracted (Outsourced) Maintenance Organization
For a variety of reasons, management sometimes chooses to contract plant maintenance to an outside firm. In the case of large, multisite and multiplant companies, a single firm often has the contract for maintenance at all of the company's plants. In other cases, the maintenance contractor is often an offshoot division of the prime construction contractor that built the facility. In still other cases, only a portion of the work is contracted. Note in FIG. 6 that an alternative organizational structure places the Maintenance Control Manager and Maintenance Engineer in the Operations leg of the structure. In either case, the maintenance functions do not operate at the level of other plant departments, even though they may report directly to the Plant Manager (Table 6).
1.1.6 Organization by Work Type
As stated earlier, in an effective maintenance organization, there must be recognition of, and provision for, the three types of maintenance work: reliable routine maintenance services, timely backlog relief, and prompt emergency response.
Routine maintenance includes preventive maintenance activities such as lubrication, visual inspection, and testing. It also includes predictive maintenance activities such as obtaining vibration measurements and drawing lubricant samples for analysis. In short, routine maintenance is comprised of nearly all of what is referred to as Preventive/Predictive Maintenance (PM). There may be both preventive and predictive routines that are complex enough to be performed by backlog relief personnel as planned work packages, or by Reliability Engineering for predictive routines requiring special skills or training.
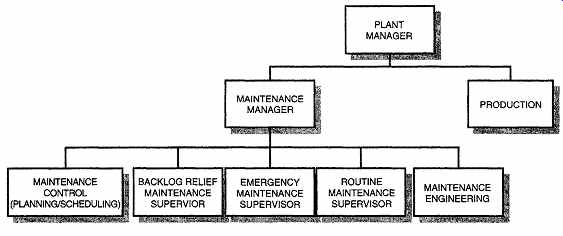
FIG. 7 Organization by Work Type
=================
Table 6 Contracted (Outsourced) Maintenance
[
Advantages:
1. Contractor theoretically has greater ability to flex staffing with workload
2. Specific tasks can be targeted
3. Specific trade skills do not need to be staffed
4. Often used where operating personnel are salaried, non-union technicians
5. Quite common in refineries
]
[ Disadvantages:
1. Difficult to communicate job details to workers
2. Contractor shares no ownership to the equipment being maintained
3. Also used in high labor rate areas where heavy construction makes retention of tradespersons difficult and only possible at rates, which destroy the balance of the wage structure.
]
=================
Backlog relief deals with the bulk of the maintenance department work: the investigation, repair and restoration activities, the need for which is identified by operators or by personnel performing routine or PM/PDM actions.
Emergency response requires immediate action to address breakdowns and other suddenly developing conditions. Traditionally, emergency response consumes excessive maintenance resources. Although an absolute necessity, emergency response is a totally reactive function. Proper attention to the routine work and timely backlog relief will minimize the demand for emergency response.
The work-type organizational structure is consistent with the natural manner in which the function must be controlled. Effective control of work-type maintenance depends upon clear accountability for each type of demand placed upon the organization. An organization can be structured to facilitate control of each type of work. Such a structure is composed of three major operating groups covering the three principal types of demand.
The basic concept of this structure is the establishment of two minimally sized crews to meet the routine and emergency demands and a third, larger group devoted to planned backlog maintenance.
The routine/preventive maintenance group is responsible for the performance of all management-approved routine tasks in accordance with detailed schedules and established quality levels. Their work:
-- is specifically defined;
-- is performed according to a known schedule;
-- is performed in a planned pattern;
-- involves a consistent work content;
-- has well-defined and predictable time requirements.
The group is not interrupted by emergencies or backlog, thereby protecting the integrity of the preventive maintenance schedule.
The emergency group, sometimes called the Do it Now (DIN) Squad, has the responsibility for handling essentially all emergency demands, using assistance only when necessary. It is not possible or economical to plan and schedule all maintenance activities. To handle emergency work a DIN Squad is established with 10-20% of the maintenance work force. These people are highly skilled, highly trained, self-motivated individuals. They are often equipped with special gear, such as"
-- motorized cars;
-- two-way radios;
-- complete sets of standard tools;
-- selected special tools;
-- high usage, critical spares.
Assignments for these individuals are handled through a dispatcher, normally someone in the Planning and Scheduling Group, who logs calls (or Emergency Work Orders) including:
-- Person requesting service
-- Time request was made
-- DIN Squad member(s) assigned to job
-- Time work started and completed by DIN Squad.
Alternately, the dispatcher or scheduler receiving the Emergency Work Order may pass it directly to the DIN Group Maintenance Supervisor who assigns and tracks the work.
A backlog of low-priority work, usually requiring less than two hours for completing, is available for these employees to perform when no emergency or other DIN assignments are waiting. This allows the planned maintenance group to apply their manpower to backlog relief (Table 7).
1.1.7 Combination Styled Organization (Work-Type Combined with Teams Comprised of Maintenance and Production Personnel)
With the advent of advanced technology and computer process control, operating personnel are frequently in a standby or monitoring mode.
================
Table 7 Organization by Work Type
[
Advantages:
1. Clear accountability for each type of demand placed on the organization
2. Structured to cover the three principle type of maintenance work
3. Matched skills and personality traits to functions
]
[
Disadvantages:
1. Not easy to achieve in tough union environments.
2. Requires higher staffing level of multi-skilled personnel
3. Personnel tend to get locked to specific functions and tend to loose focus of the "Big Picture"
]
================
Advanced production technology also often requires extensive process knowledge on the part of maintenance personnel in order to troubleshoot problems and failures. Together, these, and additional factors born of Total Productive Maintenance (TPM), have fostered the creation of the combination style organization structure. When coupled with self-empowered teams in the Lean Maintenance Environment, the diversified set of available skills provide unique approaches to problem-solving as well as process and reliability improvement. Combination or multiskilled, empowered teams are delegated broad responsibilities for operation and maintenance of specific facility functions, equipment/systems, areas, or processes.
The influence of TPM in this style of organization is to focus on equipment management, not simply on maintenance. Equipment Management (EM) is pursued through autonomous small group (team) activity comprised of operators, engineers, and maintenance personnel. The team's pursuit of improvement in equipment reliability, and in process and quality improvement, never stops.
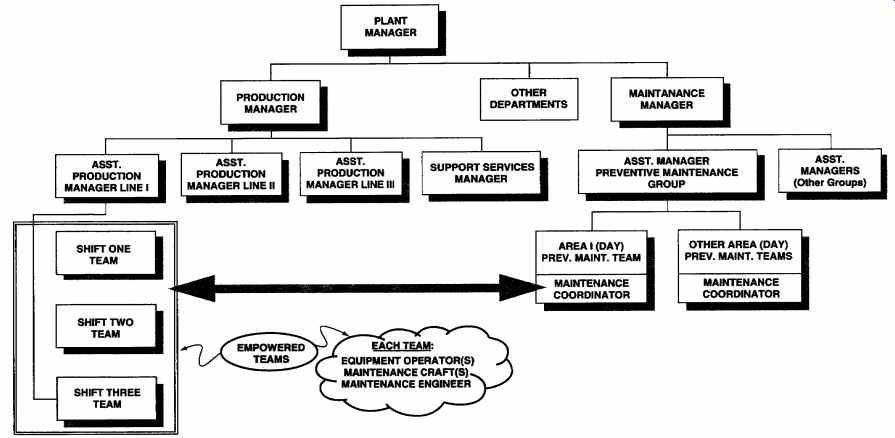
FIG. 8
The aim of team efforts is to optimize overall equipment effectiveness, optimize safety, and eliminate breakdowns by using a thorough system of maintenance throughout equipment's entire life span. Through involvement, operators develop stewardship of, and an affinity for "their equipment." Team members involved in problem-solving develop a stronger desire to see the problem fixed. Therefore the entire team participates in EM activities to ensure that the problem does not recur. The empowered team structure fosters pride in their joint accomplishments. The team organization trains, solves problems, and performs its work as a self-contained entity. Peer support, as well as peer pressure to maintain high levels of involvement, is important within each team, but at the same time, interteam competition is healthy and encouraged (Table 8).
===========
Table 8 Combination Styled Organization
[
Advantages:
1. Teams trained to recognize and correct basic day-to-day problems
2. Participation, self-motivation and team responsibility strongly emphasized
3. Strong motivation toward training and versatility
4. Generates higher motivation and individual satisfaction
5. Improved joint understanding and dialogue
6. Retains best elements of the combined craft-area structure
7. Retains best elements of the comb
]
[
Disadvantages:
1. Fosters emergency response only
2. Maintenance troubleshooting requires extensive process knowledge
3. Maintenance neglected in favor of meeting the production schedule
]
===========
A problem with depicting organizational attributes with the standard organization "tree" charts is the fact that they do not effectively convey support, liaison, and communication paths. The problem becomes even more pronounced when the Planner/Scheduler functions are introduced into the organization's structure. There are a number of ways to incorporate planning into any given style of organization, not all of which are appropriate or effective.
1.2 Total Productive Maintenance
TPM is a company-wide equipment maintenance system involving all employees, from top-level management to production line workers and the building custodians. It is just one of many approaches to maintenance. The word "total" in TPM is common to:
Total Equipment Effectiveness in pursuit of profitability, not simply maintenance cost reduction.
Total Maintenance System including Maintenance Prevention (MP), Maintainability Improvement (MI), and good old-fashioned Preventive Maintenance (PM), a maintenance plan for the equipment's entire life span.
MP translates into maintenance-free design; it is pursued during the equipment design stage. MI translates into repairing or modifying equipment to prevent breakdown and to facilitate ease of maintenance.
Total participation of all employees: The idea behind TPM is not revolutionary. Simply stated, it is cooperation to get the important job of maintenance done reliably and effectively! It is supplementary to, rather than a replacement of, established principles of successful maintenance management. Built around six focal points, TPM combines concepts of continual improvement, total quality, and employee involvement:
-- Activities to optimize overall equipment effectiveness.
-- Elimination of breakdowns through a thorough system of maintenance throughout the equipment's entire life span.
-- Autonomous operator maintenance (this does not imply that operators perform all maintenance).
-- Use lower-skilled personnel to perform routine jobs that do not require skilled tradespersons.
-- Use operators to perform specific routine maintenance tasks on their equipment.
-- Use operators to assist technicians in the repair of equipment when it is down.
-- Use computerized technology-enabling operators to calibrate selected instrumentation.
-- Use technicians to assist operators during shutdown and start-up.
-- Day-to-day maintenance activities involving the total work force (engineering, operations, custodians, maintenance, management).
-- Company-directed and motivated, yet autonomous small group activities. Small group goals to coincide with company goals.
-- Continuous training
-- Formal
-- On-Job Training (OJT).
-- One-point lessons
-- Team members train each other.
While the dual goals of TPM are zero breakdowns and zero defects, TPM is more about performance improvement, employee interaction, and positive reinforcement than it is about maintenance of specific technology. Human resource factors and technical factors must be balanced.
TPM works toward elimination of six formidable obstacles to equipment effectiveness:
-- Downtime
-- Equipment failure--from breakdown
-- Setup and adjustment.
-- Speed Losses
-- Idling and minor stoppages -- due to abnormal operation of sensors, blockages of chutes, etc.
-- Reduced speed -- due to discrepancies between designed and actual speed of equipment.
-- Defects
-- Process defects -- scrap, downgrades, rejects, returns, etc.
-- Reduced yields -- from all resources: raw, packaging, energy, labor, etc.
Group or team activities are promoted throughout the organization to gain greater equipment effectiveness. Operators are trained to share with maintenance personnel the responsibility for routine maintenance. This is referred to as "autonomous maintenance." Routine maintenance normally includes:
-- housekeeping;
-- equipment cleaning;
-- protection of components from dirt;
-- lubrication by operators;
-- equipment inspection by operators and by maintenance;
-- set-ups and adjustments.
Autonomous Maintenance may or may not include minor equipment repairs. Each plant must decide how autonomous maintenance is to be defined. Operators who perform autonomous maintenance must first receive significant skills training and then must be certified as they progress to higher skill levels. As operators become trained, an organized transfer of tasks takes place.
The TPM approach does not preclude need of an integrated maintenance program including computerized support, formalized planning and scheduling, and insightful equipment history.
TPM is not a short-lived, problem-solving, maintenance cost reduction program. It is a process that changes corporate culture and permanently improves and maintains the overall effectiveness of equipment through active involvement of operators and all other members of the organization.
The required TPM investment, as well as the return, is very high. Systematic TPM development and full implementation requires two to three years to complete. Over time, the cooperative effort creates job enrichment and pride, which dramatically increases productivity and quality, optimizes equipment life cycle cost, and broadens the base of every employee's knowledge and skill set. Because equipment experiencing frequent breakdowns does not lend itself to proactive maintenance, the company must bear the additional expense of restoring equipment to its proper condition and educating personnel about their equipment before implementing TPM. At this juncture, it is once more important to reiterate that TPM is the required maintenance organization operating mode in the Lean Maintenance Environment.
PREV. | NEXT | Article Index | HOME