AMAZON multi-meters discounts AMAZON oscilloscope discounts
<< cont. from part 1
2.2 A Lean Mandated Marriage
You will recall that the underlying or governing principles of Lean Thinking are" Elimination of Waste, Focus on the Customer and Quality the First Time (at the source). These principles dictate the tighter integration of operations and maintenance. Look at the six focal points of Lean action team activities practicing TPM.
1. activities to optimize overall equipment effectiveness and reliability through stewardship;
2. elimination of breakdowns through a thorough system of maintenance throughout the equipment's entire life span;
3. autonomous operator maintenance (this does not imply that operators perform all maintenance), (a) use lower-skilled personnel to perform routine jobs that do not require skilled craftsmen; (b) use operators to perform specific routine maintenance tasks on their equipment; (c) use operators to assist mechanics in the repair of equipment when it is down; (d) use computerized technology to enable operators to calibrate selected instrumentation; (e) use maintenance technicians to assist operators during shutdown and start-up;
4. day-to-day maintenance activities involving the total work force (engineering, operations, custodians, maintenance and management);
5. company-directed and motivated, yet autonomous small group activities. Small group goals to integrate with company goals;
6. continuous training, (a) formal (classroom/lab with mock-ups); (b) On Job Training (OJT); (c) one-point lessons; (d) team members train each other.
It is clear that these activities are primarily focused on elimination of waste, e.g., wasted time, waste from unreliable equipment, waste through over-qualified labor performing routine, low-skilled activities, etc. They also focus on quality at the source through maintenance of equipment tolerances and precision, and finally they are customer focused. Maintenance is focused on supporting operations (their direct customer). Operations is focused on their customers: operations-- by enabling execution of short and long-term operating plans; consumers -- through lowest cost and highest quality production runs. Thus, the cooperative, coordinated and focused joint efforts of maintenance and operations are essential for success in the Lean Environment.
The objective of Lean Maintenance is not to minimize the maintenance budget, but to increase profitability through efficiency, reliability and customer satisfaction. It is not necessarily to minimize input or to maximize output, but to optimize their combined impact on profit. More than sheer quantity, "output" includes improving quality, reducing costs and meeting delivery dates while increasing morale and improving safety and health conditions as well as the working environment in general.
To achieve a truly Lean Maintenance Operation, the organization must embrace the concept of Reliability Excellence (Rx). Rx is a process that ensures the entire organization--Engineering, Production, Procurement, Maintenance, and others--is focused on achieving and preserving equipment reliability.
Experience has shown that in order to achieve excellence in any endeavor, there are five phases that must be addressed in turn. These are illustrated as the levels to excellence in FIG. 3, The Excellence Model.
The "Principles" level provides necessary support to all subsequent levels.
This is the point at which the organization's senior management determines the philosophies that will govern site behaviors. It contains both a vision and values component. Creating an environment of performance that has a clear and consistent vision and allows the employees to maximize job satisfaction provides the foundation upon which excellence is built.
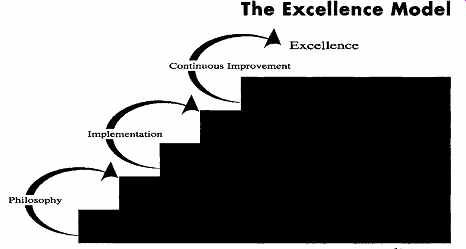
FIG. 3 The Excellence Model
The second level, "Culture," is where the working environment is established. Where the "Principles" defined the vision and mission, the culture
defines the system in which the work shall be done. To a great degree, it is where the principles are put into actual practice.
The third level is where the "Processes" are put into place. Processes are the methods by which work gets done every day. These will inherently reflect the culture that has been established below; if a disciplined culture is in place, processes will likely be followed with uniformity.
The fourth level, "Optimization," builds on the work processes themselves by addressing efficiency and effectiveness issues. It is where items such as technology and control mechanisms are applied to enable the processes to reach their maximum potential.
Finally, the top level is where "Sustainability" is created. It is the continuous improvement loop that reinforces all previous levels and ensures that incremental performance gains are not lost. Excellence is not a static standard. The bar is always being raised; so sustained peak performance requires continuous improvement.
Excellence does not occur by chance, nor does it depend upon superhuman efforts by selected individuals. It is the collective result of getting the details right, quantifying those actions, and doing them better each and every time. The excellence model, while presented in layers, is not meant to imply that these actions can only occur in sequence; however, it is important that any transformations start at the foundation level. This ensures that management commitment is available to prevent the organization's internal defenses from completely derailing the efforts.
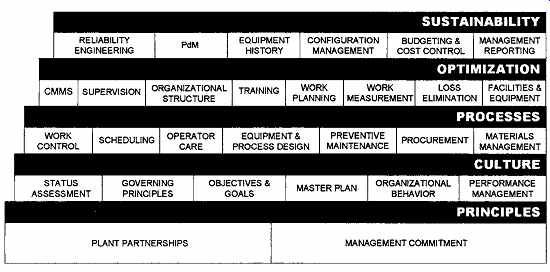
FIG. 4 The Reliability Excellence Model
Lean Maintenance organizations achieve Reliability Excellence by applying the Excellence Model concepts to everything affecting the facility's physical assets. Management philosophy drives the necessary culture to support high levels of equipment reliability. Work processes are in place that will ensure high levels of reliability. These processes are optimized to achieve maximum efficiency and effectiveness. Programs are in place to sustain gains in reliability once they are achieved. Specific elements that are required to be in place for each level are illustrated in Fig. 4, The Reliability Excellence Model.
The "Principles" level consists of two elements, Plant Partnerships and Management Commitment. The philosophy that must be in place to support Reliability Excellence demands that all functions in an organization are responsible for reliability, just like safety. Each department must recognize the impacts their actions have on reliability. Management must foster an environment where each department functions as equal partners in achieving the organizations mission. Management must also create and maintain an effective culture of discipline to achieve high levels of reliability.
The culture is the set of rules and philosophies that govern behavior on a day-to-day basis, and the following elements are necessary to support Reliability Excellence:
-- A periodic Status Assessment to develop a clear and objective view of the current state of organizational performance. This is required to establish a baseline for continuous improvement.
-- A written set of Governing Principles and Concepts that represent a set of "shared beliefs" that all functions in the organization must have to support Reliability Excellence. In effect, these become the rules and attributes defining the new culture.
-- A set of Objectives, Goals and Targets that are derived from the organization's mission. These are the critical measures that drive the appropriate behaviors required to achieve Reliability Excellence.
-- A living Master Plan that defines the activities and initiatives required to implement Reliability Excellence. Typical organizations require three to five years to make the transition from a reactive culture to a proactive one, and a written project plan is essential to help the organization sustain its focus for this length of time.
-- A working environment that promotes the correct Organizational Behavior. Proactive organizations are highly disciplined and exhibit a concern for precision in everything they do.
-- A Performance Management system that enables management to hold individual employees accountable for results. Each employee must have a "balanced scorecard" that provides objective measurement of their individual contribution and allows them to be rewarded for innovation and creativity.
When a supportive culture is established, the processes that produce Reliability Excellence must be put into place. These include the following:
-- An effective Work Control Process that is the vehicle by which all work is managed and documented. It ensures that any physical work done to the assets is value-added, performed efficiently, costs are effectively controlled, and useful history is recorded.
-- A weekly Scheduling process that allows coordination of resource availability and equipment access. Weekly schedules are developed jointly between the users and maintainers of the assets to ensure all labor, materials and contractors are available when the equipment is available, and any delays in work execution are avoided.
-- An Operator Care process that holds the users of the assets accountable for basic, routine equipment care. Reliability Excellence requires that operators accept ownership for the equipment performance and are the first line of defense against failure.
-- An effective Equipment and Process Design system that focuses on minimizing the total life cycle cost and maximizing asset reliability. No amount of maintenance effort can inject reliability into an asset that is of marginal design.
-- A Preventive Maintenance process whose objective is to prevent equipment failure and the corresponding downtime and repair cost. This process ensures that basic cleaning, inspection, and lubrication required for equipment health are done at the appropriate time.
-- An effective Procurement process that ensures materials are purchased with an eye toward minimizing the total life cycle cost of the asset.
Significant hidden costs (maintenance, training, spare parts) can be experienced if assets are procured on the basis of low initial price alone.
-- An effective Materials Management process that ensures the right materials are available at the right time in the right place at the right price.
To effectively fulfill its mission, the maintenance function is dependent upon reliable and prompt material support (spares, replacement parts, supplies and special tools). When the basic processes are in place and functional, optimization activities can occur. This level is typically where technology is applied to enhance efficiency and effectiveness. This level consists of the following elements:
-- A Computerized Maintenance Management System (CMMS) to automate the work process and enable collection, dissemination, and analysis of data. Lean Maintenance organizations run on information, and the CMMS is the primary source of this information.
-- Good Supervision of productive work execution. Effective supervision is the art of getting average people to produce superior work. The supervisor is the direct linkage between the hourly workforce and management; it is his or her responsibility to enforce the appropriate organizational behavior.
-- An effective Organizational Structure that promotes a proactive mindset.
The structure should allow the three types of Lean Maintenance work (scheduled preventive and predictive tasks, planned backlog jobs, and response to legitimate emergencies) to be accomplished in an efficient fashion. It must also contain provisions for the three forms of effective management: planned work preparation, effective workforce supervision, and engineering dedicated to the elimination of repetitive failure.
-- An effective Training and Workforce Development program that continually enhances craft skills. Skill development is required to keep pace with advancing technology and to reinforce the precision mindset needed for a Lean Maintenance culture. The program should be targeted at individual development needs defined by well-designed skills assessments.
-- A Job Planning function that maximizes the productivity of the craft workforce. An effective planning function eliminates unnecessary waste from the work process by ensuring that all materials, tools, support services, and technical information are assembled before the job begins, enabling crafts to perform the work with minimal delay.
-- A Work Measurement system that enables reasonably accurate job estimates to be produced with minimal effort. A Lean Maintenance organization must be able to make accurate promises when taking machines out of production for maintenance or repair. Effective estimating also allows the Lean Maintenance organization to staff work crews with the right number of craft resources.
-- A Loss Elimination program that allows the organization to measure its capacity losses and set actions in place to reduce or eliminate them.
Lean organizations strive to balance capacity with demand. Understanding the causes of loss in potential capacity enables the organization to eliminate them and to take advantage of additional market share when the opportunity arises.
-- The appropriate Facilities and Equipment that allow and encourage precision workmanship. A clean, well-lit work environment is crucial to enabling quality equipment rebuilds, and craft technicians must have the necessary precision tools to foster the proactive mindset needed for Reliability Excellence. Adequate space is needed for training, meetings, support staff offices, and storage of precision tools and critical records.
The final level implements those elements necessary to sustain Reliability Excellence and enable continuous performance improvement. There will always be opportunities for reliability improvement, and the systems and structure necessary to manage these must be in place and functioning smoothly. This level consists of the following elements:
-- A sound Reliability Engineering function that is responsible for driving out sources of repetitive failure. Its mission is to provide the proactive leadership, direction, single point accountability, and technical expertise required to achieve and sustain optimum reliability, maintainability, useful life, and life cycle cost for a facility's assets.
-- A Predictive Maintenance program that enables detection of problems early enough in the degradation process to allow advanced preparation for corrective action. It should also include the capability for analysis of the operating dynamics of machinery to identify issues related to design, maintenance, or operational procedures that impact equipment reliability.
-- The use of Equipment History to identify repetitive problems and to enable optimization of the Preventive and Predictive Maintenance programs. It also enables refinement of the Planning and Work Measurement processes by providing actual information that can be compared to initial estimates.
-- An effective Configuration Management process that provides for engineering review of proposed equipment modifications to identify any potential unintended consequences. It also ensures that necessary information
--O&M manuals, Bills of Material, repair procedures, etc.
--remain current when there is a change to the equipment. In this fashion, it provides sustainability to the critical documentation developed in the elements previously discussed.
-- A Budgeting and Cost Control process that enables effective management of equipment maintenance expenditures. Since the Maintenance and Repair budget represents one of the single largest controllable cost line items in any plant's budget, it justifies more effort to develop than simply factoring last year's results by some arbitrary percentage. An effective budgeting process considers individual equipment maintenance needs, and therefore should be developed from a "zero" basis by major equipment item.
-- A Management Reporting process whereby management receives feedback on performance of a given process and makes corrections as needed. An effective reporting system sustains the Reliability Excellence initiative by tracking performance against those critical metrics defined in the Objectives, Goals and Targets. It also supports continuous improvement by validating that desired changes in organizational or process performance are actually occurring.
The five levels of Reliability Excellence must be addressed in turn for a site to fully achieve its potential in reliability, low cost, and profitability.
Each builds upon the successes of the previous level. If one element in a level is not healthy, it jeopardizes the stability of the levels that follow.
---------------
3. WHY PLAN?
Planning and scheduling maintenance work is not a simple undertaking.
Even when the planning is supported by a CMMS or EAM information management computer program, planning is a complex, labor-intensive exercise. So, why bother? Planned maintenance reduces the wait and delay times that mechanics encounter when doing unplanned work. A major result of failure to plan is that putting out today's fires is given priority over planning for tomorrow, thus ensuring an ample supply of kindling to be consumed in future reactive fires.
Poor utilization of a mechanic's time is usually not his or her fault.
Nothing is more detrimental to maintenance performance and morale than poorly planned jobs. All stimulation and enthusiasm is lost when a crew arrives at a job site only to find that the work can neither be started nor completed expeditiously due to lack of managerial foresight and planning.
Mismanagement is highly visible.
Conversely, when it is obvious to the crew that management is effectively doing its part towards more efficient operation through well-planned maintenance work, the crew takes pride in its work and organizational performance improves.
Urgency consumes the manager; yet the most urgent task is not always the most important. The tyranny of urgency lies in distortion of priorities -- subtle cloaking of minor projects with major status, under the guise of "crisis." The measure of an effective manager is the ability to distinguish important from urgent priorities, refusal to be tyrannized by the urgent and rejection of crisis management methods.
Under all circumstances, when maintenance is performed, it is planned.
It is a question of who is doing the planning, when they are doing it, to what degree of detail is it planned and how well, or effective, is it planned.
All too often, the wrong person does what little planning there is, at the wrong time and usually under the pressure of a reactive maintenance environment.
3.1 Advantages of Maintenance Planning
Without effective planning and scheduling, proper management of the widely varying scope and diverse activities performed by the Maintenance organization is impossible.
When was the last time you saw a company begin production run for a new product without someone planning for
-- the material it would take,
-- the equipment and set-up required,
-- the labor required and
-- the time required to produce a finished product.
The very thought of such an unplanned approach is outside the realm of believability. Why should complex, constantly changing, maintenance activities be any different? Table 1 also makes an excellent case for the application of Maintenance Planning. These statistics illustrate the potential of a successfully implemented planning function in a plant without increasing total headcount. The result is the potential of a remarkable 77% improvement in labor efficiency! Additional advantages of planning maintenance activities include:
-- work and workload measurement;
-- accurate promises;
-- better methods and procedures;
-- establishment of priorities;
-- monitoring of job status;
-- coordination of labor, materials, equipment and schedules;
-- coordinated trades;
-- parts and materials provided;
-- production equipment available;
-- work schedules (vacation, etc.) and production schedules accommodated;
-- bottlenecks and interruption anticipated and avoided;
-- preventive maintenance becomes vital part of plan;
-- off-site preparation;
-- aid for the supervisor;
-- maintenance function stature.
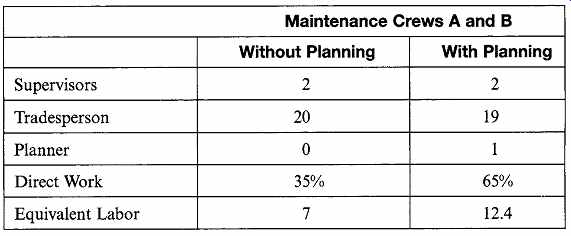
Table 1 Effects of Planning
There are also advantages for a host of other plant functions:
-- Operations benefits with effective planning and scheduling:
-- reduce cost of maintenance while improving service;
-- provide data, expert analysis and advice on maintenance performance;
-- minimize downtime and interruptions to operations;
-- permit operations to describe, approve and control timing of work to be done;
-- render better service to operations by performing most important jobs (as determined by operations);
-- apply technical and maintenance experience to analysis of each job.
-- provide orderly procedures for processing work to prevent orders from getting lost:
-- maintains accurate backlog status;
-- reports completion promptly;
-- provide expert maintenance advice to operations through maintenance planner;
-- provide a single contract for all in process, scheduled and emergency work (area supervisor or functional supervisor);
-- require that operating personnel anticipate repair work before jobs become emergencies;
-- maintenance supervisors benefit with effective planning and scheduling:
-- permit advanced determination of labor and time required to complete each job that aids maintenance supervisor in measuring the performance of their crew;
-- allow elimination of delays due to waiting for information, materials, equipment, other skills, tools, etc.;
-- provide an overall plan for the supervisor on which they can base their pre-thinking and pre-planning for day-to-day work and future work;
-- provide the cooperation necessary in connection with each job to do work as prescribed by operations;
-- provide a central source of information concerning maintenance work, equipment and equipment repair;
-- allow the supervisor to devote closer attention to supervision of work in the field or shop;
-- provide special tool and equipment requirements;
-- reduce clerical work for the supervisor;
-- permit advance determination of the number of personnel needed in a given area or location;
-- reduce the number of job interruptions once work is started;
-- establish job goals for the work force;
-- predetermine and arrange for required shop work;
-- apply specialized ability to the planning and scheduling of shutdowns.
There are also benefits to management with effective planning and scheduling:
-- reduce total cost of maintenance while improving conditions of equipment and operating facilities;
-- permit accurate forecasting of labor and material needs;
-- permit immediate recognition of labor shortages and excesses;
-- enable management to level out peak workloads;
-- provide factual data required for evaluation of performance and corrective action as needed;
-- provide close and constant liaison between operations and maintenance through the maintenance coordinator;
-- provide close to 8 hours of productive work for each person and thus increase productivity through the elimination of delays;
-- permit more accurate collection and analysis of cost and assure an economic level of maintenance with less interruption of production;
-- highlight for analysis, requests for work of questionable justification;
-- provide for maximum delegation of authority to permit decisions to be made by those who have firsthand knowledge of the problem;
-- provide management with measures of efficiency, which point out variation and outstanding performance.
3.2 Objectives and Goals of Maintenance Planning
Of the many activities associated with Maintenance Operations, planning and scheduling have the most profound effect on timely and effective accomplishment of maintenance work. Combined with preventive/predictive maintenance, they provide significant bottom line results. Without them, proper management of the widely varying scope and diversity of activities performed by the maintenance organization is impossible. Maintenance Planning, and coincident scheduling, form the communication center from which all maintenance activity is coordinated.
Delay avoidance is the basic goal of planning and scheduling.
The objective of job planning is to allow maintenance tradesperson to prepare for, perform and complete each job without encountering time-wasting delays, and to see that the job is safely performed to the satisfaction of the requester at optimal cost. Each hour of effective planning typically returns 3 hours in technician time saved or the equivalent savings measured in materials and production downtime. Do not neglect customer relations.
Maintenance Planning, or work preparation, has six primary objectives.
These are:
1. optimal support of the operational production plan by improving maintenance in the broadest sense, considering both the technical aspects and service provided to the internal customer;
2. completion of maintenance work when it is needed, in a safe and efficient manner, at the most effective (optimal) cost;
3. minimization of lost production time due to maintenance;
4. optimized utilization of maintenance labor and materials through effectively planned and balanced schedules;
5. equitable resource allocation based on understood criteria and the varying business needs of the internal customers supported;
6. minimization of labor delay and idle time through effective coordination of all participating functions.
PREV. | NEXT | Article Index | HOME