AMAZON multi-meters discounts AMAZON oscilloscope discounts
<< cont. from part 1
3.1 Fundamentals of Total Productive Maintenance
TPM objectives include the elimination of all accidents, defects and breakdowns. TPM is team-based, proactive maintenance that involves every level and function in the organization, from top executives to the shop floor.
TPM addresses the entire production system life cycle and builds a solid, shop floor-based system to prevent all losses. TPM activities should focus on results. One of the fundamental measures of performance used in TPM is
Overall Equipment Effectiveness or OEE. OEE = (Equipment Availability) x (Performance Efficiency) x (Rate of Quality)
World-class levels of OEE start at 85% based on the following values: 90% (Equipment Availability) x 95% (Performance Efficiency) x 99% (Rate of Quality) = 84.6% OEE
The OEE calculation factors in the major losses that TPM seeks to eliminate. The first focus of TPM should be on major equipment effectiveness losses, because this is where the largest gains can be realized in the shortest time. The 11 major areas where losses occur are listed in Table 2 within four broad categories.
The contemporary business environment of today is characterized by turbulence and aggression, even preemptive practices. In such trying times, organizations are hard pressed to enhance their capability to create value for customers and improve the cost effectiveness of their operations. Maintenance, as a critical support function in businesses with significant investments in physical assets, plays a major role in meeting this tall order. A consensus of a number of surveys indicates that within the manufacturing industry, maintenance spending ranges between 14 and 25% of the total factory operating costs. Within process industries in general, and refineries specifically, the maintenance and operations departments are nearly always the largest with each comprising between 28 and 33% of total staffing. Attaining the right mix of physical assets and making the best use of those already in place to meet business needs are the ways maintenance can contribute to improving competitiveness of physical asset, capital-intensive organizations.
Some of the more significant developments of the last half of the twentieth century that have made the performance level demanded of maintenance ever more challenging are:
-- Evolving trends of operation strategies: A shift of emphasis from volume to quick response, elimination of waste and defect prevention. With the elimination of buffers in such demanding environments, breakdowns, speed loss and erratic process yields create immediate problems for the timely supply of products and services to customers. Clearly, installing the right equipment and facilities, optimizing the maintenance of these assets and effectively deploying the manpower to perform the maintenance activities are crucial factors to support these emerging trends in operating strategies.
-- Hardening of societal expectations: A growing, widespread expectation for protection of the environment and safeguarding people's safety and health. A wide range of regulations have been enacted to control industrial pollution and prevent accidents in the workplace. Scrap, defects and inefficient use of materials and energy are sources of pollution, often as a result of operating plants and facilities under less than optimal conditions. In chemical production processes, a common cause of pollution is the waste material produced during the start-up period after production interruptions. Catastrophic failures of operating plant assets and production machinery are also major causes of industrial accidents and health hazards. Maintaining facilities in optimal conditions and preventing failures are effective methods for meeting the evermore demanding societal challenge of pollution control and accident prevention. These are all elements of the core maintenance functions.
-- Technological changes: Technology has always been a major driver of change and has been evolving at a breathtaking rate in recent decades, with no signs of slowing down in the foreseeable future. Maintenance is no exception in being under the influence of rapid technological changes. Technologies such as nondestructive testing, transducers/ sensors, vibration measurement, thermography, ferrography and spectroscopy make it possible to perform nonintrusive inspection. The condition of equipment can be monitored continuously or intermittently while operating, through the application of these technologies. The growth of these, and related technologies has given birth to condition, the based maintenance, an alternative to the classical, time-driven approach of preventive maintenance.
Power electronics, programmable logic controllers (PLCs), computer controls, transponders and radiofrequency (RF) telecommunications systems are increasingly being introduced to replace electromechanical systems and hard-wired data links. They offer the benefits of improved reliability, flexibility, compactness, lightweight and often lower cost. Flexible manufacturing cells and computer-integrated manufacturing systems are gaining broad acceptance in the manufacturing industry. In the electric utility industry, automated systems are being installed to identify and deal with faults in the transmission and distribution network remotely.
The deployment of these new technologies has been instrumental in enhancing system availability, improving cost-effectiveness of operations and delivering better and more innovative services to customers. The overall trend continuously presents new challenges to maintenance. New capability has to be developed to commission, operate and maintain systems with new technologies. During the phase-in period, interfacing old and new plant and equipment is another challenge to be handled by maintenance.
-- Changes in organizational systems and the attitudes of people: In the past, companies were busy producing standard goods and services to satisfy the insatiable demand of their customers. These companies were protected from the onslaught of outside competition through regulation or imposition of trade barriers in their home market. Product life cycle was long due to slower technological change and higher tolerance of accommodating customers who would take what was available on the market. On the human dimension, people perceived work merely as a means to earn a living. All of these conditions have changed in today's tumultuous environment. People at work (the individuals who make things happen in organizations) have undergone significant transformation. The social and demographic changes that have taken place in the current era affect how society regards and defines work. Two examples of these changes are improvements in education and increased faith in the ability of individuals to self-manage their work. Faced with this new reality, progressive organizations are exploring new directions in their labor-management agreements. This in turn has led to the appearance of a number of innovative and often highly successful organizational forms like more horizontally structured organizational patterns, networked organizations, self-managing work teams, virtual organizations and strategic organizational alliances. Within these variations lie many appropriate options for meeting today's challenge of providing excellent maintenance services to internal organization customers.
FIG. 4 shows the input-output model that models maintenance as a transformation process encapsulated in an enterprise system. The resources deployed to maintenance include labor, materials, spares, tools, information and money. The way maintenance is performed will influence the availability of production assets as well as the volume, quality, cost of production and safety of the operation. Together, these will determine the profitability of the enterprise.
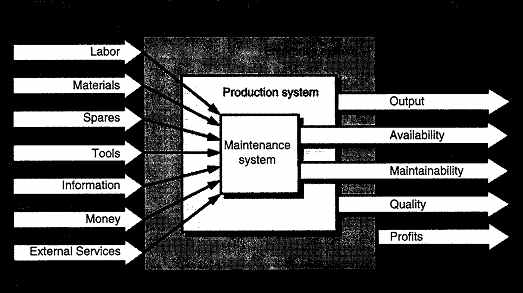
FIG. 4 Maintenance: Hub of Internal and Enterprise-wide Outputs
The required investment to implement TPM is very high. However, to offset the very high investment is an even higher return-on-investment (ROI). Through TPM's cooperative effort, job enrichment and pride are created. The new attitudes of TPM dramatically increase productivity and quality, optimize equipment life cycle cost and broaden the base of every employee's knowledge and skills. A word of caution, however; TPM cannot be applied to unreliable equipment. As a result, the company's first investment in TPM must include the expense of restoring equipment to its proper, reliable condition and then educating personnel in the proper use and care of their equipment.
In TPM, there are clear assignments of responsibility for the three basic maintenance responses: routine, emergency and backlog relief. TPM is also organized to recognize three distinct (separate but mutually supportive) functions so that each basic function receives the primary attention required. These functions are:
-- Work execution
-- Planning and scheduling
-- Maintenance engineering
3.1.1 Work Execution
Effective control of the maintenance work execution function depends upon clear accountability for each type of demand placed upon the organization. The three principal types of demand are routine or preventive, emergency and planned work. The most common structure is composed of three major operating groups dedicated to each of the three principal types of demand. The basic concept of this structure is the establishment of two minimally-sized crews to meet the routine and emergency demands, and a larger third group devoted to planned maintenance.
1. The routine or preventive maintenance group is responsible for the performance of all management approved routine tasks in accordance with detailed schedules and established quality levels. Their work ...
a) is specifically defined,
b) is performed according to a known schedule,
c) is performed in a planned pattern,
d) involves a consistent work content and
e) requires a predictable amount of time.
The group is not interrupted by emergencies or backlog, thereby protecting the integrity of the preventive maintenance schedule.
2. The emergency group has the responsibility of handling essentially all emergency demands, using assistance only when necessary. This allows the planned maintenance group to apply their labor resources to backlog relief.
3. The planned maintenance group is responsible for all work other than emergency and routine. The group is divided into two crews, one covering work performed primarily in the shops and the other covering work performed in the field.
3.1.2 Planning and Scheduling
The responsibilities of the Maintenance Planner are:
* customer liaison for nonemergency work;
* job work-plans and estimates;
-- full day's work each day for each person (capacity scheduling);
-- scheduling work by priority;
-- coordinating availability of labor, parts, materials and equipment in preparation for work execution;
-- arranging for delivery of materials to job site;
-- ensuring that all jobs (even low priority) are accomplished;
-- maintaining data--records, indexes, charts, etc.;
-- reporting on performance versus goals.
3.1.3 Reliability Engineering
In general terms, the function of Reliability Engineering is the application of engineering methods and skills to the correction of equipment problems that are causing excessive production downtime and maintenance work.
Their responsibilities are to:
-- ensure maintainability of new installations;
-- identify and correct chronic and costly equipment problems;
-- provide technical advice to maintenance and proprietors;
-- design and monitor an effective and economically justified preventive maintenance program for the TPM program;
-- ensure proper operation and care of equipment;
-- establish a comprehensive lubrication program;
-- perform inspections of adjustments, parts, parts replacements, overhauls, etc., for selected equipment;
-- perform and/or oversee vibration and other predictive analyses;
-- ensure equipment protection from adverse environmental conditions;
-- maintain and analyze equipment data and history records to predict maintenance needs (includes selected elements of Reliability-Centered Maintenance (RCM));
-- monitor the effectiveness of maintenance training.
3.2 Lean Refinements
Earlier, while describing the Lean manufacturing environment, it was stated that "perhaps above all Lean is about people." Unlike traditional manufacturing organizations, people are not the problem in a Lean enterprise; they are the "problem solvers." This fact, together with the most basic premises of Lean, i.e., the practice of eliminating waste in every area of production including customer relations (sales, delivery, billing, service and product satisfaction), product design, supplier networks, production flow, maintenance, engineering, quality assurance and factory management are the driving forces for the refinements needed to make Total Productive Maintenance Lean.
3.2.1 Reliability Excellence
The first refinement involves "raising the bar." Mediocrity is not an acceptable status for the Lean Maintenance Operation. Defining benchmarks for maintenance practices and then meeting (or exceeding or even creating higher benchmarks) like benchmark levels of Best Maintenance Practices (BMP) will be a top priority. What are BMP and how do you go about defining the benchmarks? BMP are established standards for the performance of industrial maintenance. Measuring a plant's existing maintenance operation using the yardstick of BMP can reveal both the degree of maintenance impact on reliability and also permit identification of the specific maintenance processes causing variations in equipment reliability. Following are just a few examples of best maintenance practice standards.
-- PM hours worked as a percentage of available hours PM Hours/Available Hours > 30%
-- Emergency Work Emergency Labor (hours) / Total Maintenance Labor (hours) < 2%
-- PM Compliance PM's scheduled by week / PM's completed by week > 95%
-- PM Effectiveness
-- Overtime Maintenance Overtime/Maintenance total time < 5%
* OEE (Equipment Availability) • (Performance Efficiency) • (Rate of Quality) > 80% (Can vary by industry)
The defined BMP benchmark listing can include as few or as many practices as it takes to provide an accurate, "across the board" measure of performance of the Maintenance Operation. The list is public domain within the plant and the Maintenance Organization's level of achievement of the defined BMP benchmarks is also publicly displayed.
Achieving the level of equipment reliability necessary to support Lean Manufacturing objectives, requires a Maintenance Organization that is characterized as operating as a minimum at the level of Reliability Excellence in their degree of BMP achievement. The bar graph in FIG. 5 illustrates, on a percentage scale, the classifications at designated levels of achieving BMP benchmarks.
3.2.2 Teams and Teamwork
Lean Thinking is also about teamwork and teams provide the basis for teamwork. Equipment reliability becomes everyone's responsibility in the Lean Environment but the areas having the greatest effect on reliability are maintenance and operations. Regardless of the organization details, where the primary work place is on the shop floor, action teams that include maintenance personnel and operations personnel will be formed. Production line operators support the Maintenance Operation through performance of autonomous maintenance. Autonomous maintenance is routine maintenance such as cleaning, inspecting, making minor adjustments and lubricating machinery. Conversely, maintenance members of the production line action team will assist in production equipment setup, provide on-the-job maintenance training to operators and assist in problem detection and correction in their assigned production line.
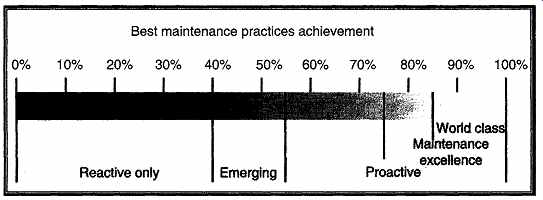
FIG. 5 Maintenance Excellence and Best Maintenance Practices
Both maintenance and operations members of these shop floor teams will also be responsible for continuous improvement in equipment reliability and product quality. They are responsible for identifying areas of operation that add no value to production/product (waste) and then to eliminate that waste through performance of Kaizen events. Kaizen is the philosophy of continual improvement, putting into practice the belief that every process can and should be continually evaluated and improved in terms of time required, resources used, resultant quality and other aspects relevant to the process.
The Kaizen event, often referred to as Kaizen blitz, is a fast turn-around (one week or less) application of Kaizen "improvement" tools to realize quick improvement results.
It is important to note that although "Lean" operating philosophies have been implemented with much success in Japan, their success rate in the United States has been much lower. There are several well-defined reasons for this. The cultures of the two countries are at extreme opposite poles. The mind-set of the Japanese people lends itself to the concepts of Lean practices. Employees in Japan often "volunteer" their own time to the company.
Japanese employees often are guaranteed employment "for life." Manufacturing companies in Japan often receive government subsidization, which permits nearly unlimited training, generous employee incentives, few production cost constraints and the ability to "experiment" with a variety of process changes. Company management, even top management, spends more time on the shop floor. When management adopts a vision/mission such as a Lean operating philosophy, the commitment is total, visible and active from the top down.
Conversely, in the Western world in general and the United States in particular, there is a mutual mistrust between labor and management as a result of nearly 200 years of mistreatment of labor by management and of violent revolt by labor against management. Even though these specific situations have not existed for the last 50 years, or longer, the basis for the mistrust is longstanding and ingrained. Witness recently the profit-taking of corporate executives prior to filing for bankruptcy, and the concurrent disenfranchisement of employee retirement plans. The fact that these events have taken place in a statistically negligible number of U.S. corporations has little impact on reducing the indelibility of the attitude reinforcement in the minds of labor.
All too often, companies implementing Lean practices unconsciously place limitations on the degree of implementation, which doom the Lean transformation to failure. There are an enormous number of studies, assessments and audits of unsuccessful Lean implementations that have identified a number of common practices leading to those failures. Among the most common are the following:
-- Suggestions for improvement must be submitted to Team Leaders for presentation to management.
-- Periodic meetings outside of working hours are held by management to elicit ideas for improvement, but management offers no encouragement for employee input.
* No action is taken on suggestions for improvement.
-- There is no visible commitment from upper management for the Lean implementation.
-- There are no incentives or rewards offered for successful improvement ideas.
-- There is retribution, or publicly made rebukes for unsuccessful or illogical suggestions.
-- There is no feeling of involvement or participation on behalf of the workers.
-- Empowered team "leaders" are set up by management as "watchdogs." Clearly, these practices and attitudes will doom any Lean initiative to failure. As stated earlier, Lean is about people. Additionally, Lean is about changing attitudes and it is about total corporate commitment--from the very top management levels to the shop floor--to the concepts of the Lean Operation.
3.2.3 New Roles for Managers and Supervisors
With the formation of action teams, which are empowered, self-directing and team activity oriented, the roles of management and supervision require rather dramatic changes to take place. Instead of directing and controlling, the new role is one of support. In their new roles, managers and supervisors provide overall guidance for the work that is clear and engaging. They also offer hands-on coaching and consultation to help employees avoid unnecessary losses of effort, to increase task-relevant knowledge and skills, and to formulate uniquely appropriate performance strategies that generate real process improvements.
3.2.4 Organizational Focus
One of the dominant characteristics of Lean Organizations as compared to traditional organizations is the flattening of the organization's structural hierarchy with fewer layers of middle-level management. This is a direct result of creating and empowering the self-directed action teams. Along with the flatter structure, a shift in focus needs to occur within the organization if empowerment and continuous improvement are to be sustained. The emphasis now is on recognition of the employee as the plant's most valuable asset. Among the refined characteristics of the Lean Organization are:
-- Top management is committed to teamwork and the concept of team-based rewards and recognition.
-- Management is available and visible.
-- The organization relies on structured processes, policies and documentation.
-- A performance measurement system is in place.
-- A strong network is in place for vertical, horizontal, diagonal, intrateam and interteam communication.
-- Employees are regarded as the organization's most valuable assets.
-- Employees value empowerment and involvement as a form of reward and recognition.
-- Employees participate in training.
3.2.5 Expanded Education and Training
Educational resources, which can include technical consultation as well as training, are available and accessible to employees with identified needs. For instance, the specialists of maintenance department are called upon to upgrade operators to autonomous operator-maintainers. In the Lean Environment, the training is not being limited to transfer of technical skills and knowledge needed for optimal task performance. It also covers generic matters like the business imperatives peculiar to the organization (what determines the value of its product and services to customers), problem solving techniques, team dynamics and facilitation skills. Additionally, training for managers addresses issues such as their new roles (leader, communicator, coach, resource provider) and the new management behavior that will align efforts and generate commitment for organizational goals.
3.2.6 Maintenance Optimization
The fundamental premise of Lean Operations is the elimination of waste.
One of the larger categories of waste in the Maintenance Operation is the performance of unnecessary maintenance. In the Lean Enterprise, Maintenance Engineering and the Maintenance Planner have defined roles for optimizing maintenance. FIG. 6 graphically illustrates the optimized maintenance interval (frequency) and the effect on maintenance costs that the wrong (nonoptimized) maintenance interval has. In addition to optimizing maintenance intervals, there are a number of considerations in Maintenance Optimization. They include the use and/or application of:
-- Predictive Maintenance (PdM);
-- Condition Monitoring (CM) (this includes Equipment Testing, Component Inspection, Equipment, Component and Process Measurement (speed, size, flow, operating range, etc.) utilizing installed instrumentation (Calibration Checks, etc.);
-- analysis, evaluation and adjustment of corrective maintenance and/or overhaul criteria;
-- addition and/or Deletion of equipment in PdM or CM program (failure analysis);
-- addition and/or deletion of PdM technologies.
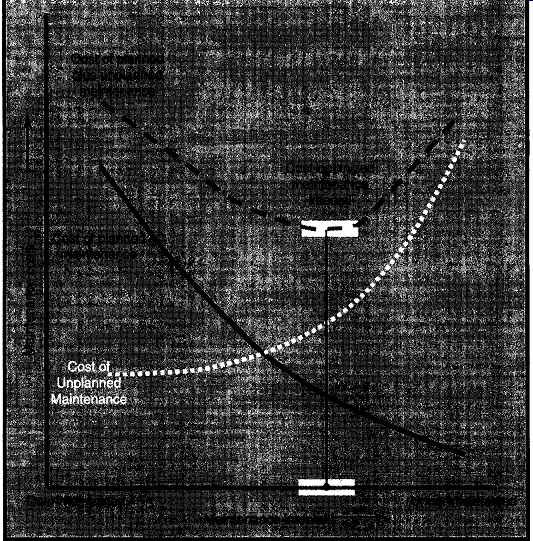
FIG. 6 Optimized Maintenance Interval and Maintenance Costs
Other refinements to Maintenance Operations wrought by Lean Thinking involve other elements of the manufacturing organization and thereby affect the ways in which the maintenance branch interfaces with those elements. As the text delves deeper into maintenance planning and scheduling, these refinements together with the ways in which they affect the planning and scheduling functions will be described in detail.
3.3 Lean Maintenance: Prerequisite of the Lean Plant/Facility
In the Lean Manufacturing Plant, production equipment reliability is critical to achieving the "Lean" state or condition. It is for this reason that creation of a Lean Maintenance Operation must be completed before the remainder of the functional elements within the plant (in particular operations) can undertake Lean Operations. The Maintenance Organization has gained new recognition in the lean environment. While the importance of maintenance has always been high, it was not always given the kind of attention that was deserved unless there was a failure related production stoppage. The advent of Lean Thinking has raised the bar for the maintenance operation and its practitioners. Responding to the new level of attention is best done with professionalism, enthusiasm and continual learning through classroom, doing, observing and recognizing new and better ways of performing. Lean and the Lean enterprise are not passing fads; lean is here to stay and it is a must for the manufacturer who wants to compete in the twenty-first century.
PREV. | NEXT | Article Index | HOME