AMAZON multi-meters discounts AMAZON oscilloscope discounts
The primary focus of this guide is placed on maintenance planning and maintenance scheduling as performed in the Lean Environment. The qualifier in the lean environment introduces a host of new considerations for traditional practices. These considerations are new because these were not involved in traditional, or pre-Lean Maintenance planning and maintenance scheduling activities. Although all planning and scheduling activities will be thoroughly developed during the course of this guide, it is nonetheless important to provide a comprehensive description of the Lean Environment as it is differentiated from the pre-Lean Environment.
1. LEAN ORIGINS AND DEFINITIONS
Section 1 briefly touched on the origins of "Lean Manufacturing." Taiichi Ohno is generally acknowledged as the father of Lean Manufacturing, and therefore with Lean Thinking. Ohno's Toyota Production System (TPS) --a Lean Manufacturing system--although created by Ohno, was conceived by Henry Ford in the first decade of the twentieth century and subsequently refined during the second decade. When Ford brought out his "Model T" in 1908, he introduced the first, efficient assembly line production process to the world of manufacturing. The assembly line employed the precise timing of a constantly moving conveyance of parts, subassemblies and assemblies, ultimately culminating in the creation of a completed Model T chassis. As a completed chassis rolled off the assembly line, 10 to 15 more were located at various stations along the assembly line, gradually being built-up eventually to roll out as another completed Model T.
Five years of fine-tuning the various operations, eliminating the wasted time in each of them and adjusting the rate at which parts and assemblies were being input to assembly operations eventually reduced the initial Model T assembly time of 728 minutes in 1908 to 93 minutes in 1913. This was manufacturing's introduction to Lean Thinking.
Sakichi Toyoda was the founder and owner of Toyoda Loom Works, Japan's largest loom manufacturing operation. In 1936, Sakichi Toyoda expanded his operations to include an automobile manufacturing group.
Sakichi Toyoda appointed his son, Kiichiro Toyoda, as managing director of the new operation. Kiichiro Toyoda traveled to the Ford Motor Company in Detroit to spend a year studying the American automotive industry and returned to Japan with a thorough knowledge of the Ford production system. Kiichiro set about to not only adapt the system to smaller production quantities, but also to improve on the basic practices. In addition to the smaller production quantities, Kiichiro's system more precisely managed the logistics of materials input to coincide with production consumption.
Kiichiro developed an entire network of suppliers capable of supplying component materials when needed. Within the Toyoda Group, the system was referred to as just-in-time (JIT). Following the Second World War, the restructured Japanese government forced the Toyoda Group to reorganize in 1950. Kiichiro resigned and his cousin, Eiji Toyoda was named the new managing director. Like Kiichiro, Eiji also went to the United States to study the American system of automobile manufacturing.
At the reconstructed Toyoda Group Automotive Operations, renamed as the Toyota Automobile Group, Taiichi Ohno (see Section 1) managed the machining operations. His development of improved methods for supporting the automotive assembly operations was largely responsible for the success of the restructured company. Together with the implementation of quality initiatives, provided by Shigeo Shingo who was a quality consultant hired by Toyota, and the incorporation of statistical process control methods brought to Japan by Dr. W. Edwards Deming, the processes defined the TPS. The TPS quickly became not only the most successful manufacturing operation in Japan, but also embodies all of the present-day attributes of Lean Manufacturing.
Lean, and Lean Thinking, can most simply be described as the elimination of waste and creation of value for the customer (which derives from elimination of waste). There are seven categories of waste (the Seven Deadly Wastes) according to the theory behind Lean Thinking.
1. Overproduction--excess production and early production;
2. Waiting—delays--poor balance of work;
3. Transportation--long moves, re-distributing, pick-up/put-down;
4. Processing--poor process design;
5. Inventory--too much material, excess storage space required;
6. Motion--walking to get parts, tools, etc., lost motion due to poor equipment access;
7. Defects--part defects, shelf life expiration, process errors, etc.
The complexity of Lean, if there is any, is in identifying waste and then eliminating it. Over the course of the last four decades, the processes employed in the TPS have been refined, provided catchy names and defined within neat little boxes. The term "Lean" applied by James Womack et al. (see Section 1) was readily adopted by manufacturers, who preferred it to "Toyota Production System" for defining their special manufacturing style. The following concepts apply to Lean Manufacturing Practices.
Support for waste elimination through
-- customer focus;
-- committed management; doing it right the first time (quality control);
-- enhanced customer value (from quality and price control);
-- just-in-time (JIT) systems;
-- integrated supply chain (from JIT);
-- making and sustaining cultural change (personnel attitudes and ways of thinking);
-- measurement (Lean Performance) systems;
-- optimized equipment reliability;
-- plant-wide lines of communication;
-- standardized work practices;
-- value-creating organization;
-- winning employee commitment/empowering employees.
Take special note of the last item or concept in this list. Many people believe (erroneously) that the objective of Lean Operations is to reduce the size Of the work force. It would be difficult indeed to gain employee commitment for a program whose intent was to eliminate their jobs. Instead, Lean empowers employees by endowing them with real decision-making authority within their particular processes. Although reducing the amount of labor required is an objective--and a natural byproduct from improved efficiencies and waste elimination--of Lean practices, reducing the size of the work force is not an objective of Lean Thinking. Thus, it introduces another objective to define new roles (roles that add value to the total manufacturing process), for many employees, and allowing normal attrition to account for the reduced labor requirements. Reducing waste is the preeminent objective in the Lean Operation and it must become everyone's responsibility even though difficult to enforce responsibility when employees are in fear of losing their job.
What is Lean Manufacturing? Here is one definition.
======
Lean Manufacturing is the practice of eliminating waste in every area of production including customer relations (sales, delivery, billing, service and product satisfaction), product design, supplier networks, production flow, maintenance, engineering, quality assurance and factory management. Its goal is to utilize less human effort, less inventory, and less time to respond to customer demand, less time to develop products, and less space to produce top quality products in the most efficient and economical manner possible.
======
2. LEAN ORGANIZATION: ELEMENTS AND PRACTICES
It is also helpful to understand the Lean Environment through the five standard practices for the application of Lean Thinking:
=============
1. Specify what does and does not create value from the customer's perspective and not from the perspective of individual firms, functions and departments.
2. Identify all the steps necessary to design, order and produce the product across the whole value stream to highlight non-value-adding waste.
3. Make those actions that create value flow without interruption, detours, backflows, waiting or scrap.
4. Only make what is pulled by the customer.
5. Strive for perfection through continuous improvement; removing successive layers of waste as they are uncovered.
=============
These standard practices are fundamental to the identification and elimination of waste. They are easy to remember (although not always easy to achieve) and should be the guide for everyone in the Lean Organization.
Some of the more common techniques employed in the Lean Manufacturing or Process Plant are delineated in Table 1. They are grouped by general plant objective categories, although there is considerable latitude in how and where the techniques can be used. Many of the terms in this table will be new or foreign (many are foreign) to you, but you will come to understand them quite well. The "how and where" to apply these techniques must be defined by a thorough and probing analysis of the total manufacturing operation. Value stream mapping and process mapping are useful tools for this current state analysis. All too often, the next step in applying Lean Thinking is sidestepped and the techniques in Table 1 are immediately exercised. However, before using these techniques, the future state must be defined. The future state is a complete definition of what the operation is to become through the application of Lean Thinking. A journey's path is elusive unless both the starting and ending points are known in advance.
Most companies rely on production volume as their ultimate test for success. Lean is not about productivity, and this is hard for many manufacturers to accept. It is about removing waste from the manufacturing process and building quality. In the Lean Organization scheme, all of the business processes of the plant have common goals, i.e., gaining the competitive advantage. Lean means timely billing just as much as it means skilled, accurate machining. It means efficient sales and advertising just as much as it means reliable production equipment. All departments working together to relay and share information and data, to identify and correct problems, to maintain safe workspaces on the shop floor as well as in the business offices are fundamental elements of the lean operation.
Lean is a comprehensive package that includes reducing inventory, standardizing work routines, improving processes, empowering workers to make decisions about quality and waste elimination, soliciting worker ideas, proofing for mistakes, applying just-in-time delivery and using a Lean supply chain.
Lean is about waste reduction and customer focus. It is also about quality the first time and continuous improvement and also about problem solving.
However, perhaps above all, Lean Thinking is about people. Unlike traditional manufacturing organizations, people are not the problem in the lean enterprise; people are the problem solvers.
Who knows more about problems with a step in the manufacturing process, the shop-floor operator or the middle level manager in his office filling out forms? Moreover, who is more likely to know what the solution is to the problem with a step in the manufacturing process? Lean empowers the shop-floor operator, encourages his involvement in waste reduction, customer relations and product quality, and in continuous improvement in all facets of the Lean enterprise.
==================
Table 1 Manufacturing's Lean Processes
[
Waste Identification and Elimination Seven Deadly Wastes Project Focus (One To Three Months)
Kaizen Events (One Week)
DMAIC-Design/Measure, Analyze, Improve, Control Value-Stream Mapping Workplace Organization Standardized Work 5-S Visual Management Measurement System Assessment (Gage R&R) Yellow, Green, Black and Master Black Belts Production Capacity Production Smoothing One Piece Flow (Takt Time)
Evolutionary Operation (EVOP) Process Stability Set-Up Time Reduction (SMED) Cellular Manufacturing Balanced Work Flow
]
[
Quality Control Statistical Process Control (Cp, Cpk)
Analysis of Variance (ANOVA) Design of Experiments, Taguchi Response Surface Methodology (RSM) Regression Analysis Jidoka (Error Proofing)
Six Sigma Techniques and Principles Variation Reduction Inventory Reduction Just-in-Time (JIT) Vendor Selection Pull System (Kanbans)
Equipment Reliability Total Productive Maintenance (TPM) Autonomous Maintenance
Maintenance Engineering FMEA (Failure Modes and Effects Analysis)
Root Cause Analysis and Hypothesis Tests Team-Based, Multi-Skilled Workforce
]
==================
2.1 Current State
In order to eliminate waste, one must know where it exists. Therefore, the first step in identifying waste in any process is to define the current state of the process, which is done by beginning at the end of the process and mapping each step of the process by following it in reverse. In a production plant, for example, the process of a single production line would end as the finished product rolls off the line for quality assurance (QA) inspection and packaging. Each preceding step to "rolling off the line" is mapped to define the current state of the process. In the Lean Environment, the most commonly used method for mapping the current state of a process is referred to as value stream mapping.
Value Stream Mapping is a powerful tool for "seeing" a process, identifying the nonvalue-adding components and re-creating the process as a value stream. The mapping process employs several standard map symbols that were created for manufacturing processes. They are useable for the maintenance operation as well, but the important thing in value stream mapping is that the map be easily understood, so if you are more comfortable using symbols that you devise, use them. Some of the more common symbols are shown in FIG. 1.
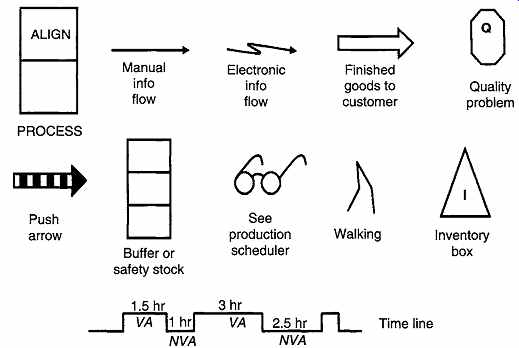
FIG. 1 Symbols Used in Value Stream Mapping
Another often-used process mapping technique dating back to the early 1900s is the original system developed by Frank Gilbreth, which is still very useful. The Gilbreth approach is highly visual and discriminates between waste and value-added activity very clearly. It is also simple and easily used by even untrained groups. The symbology of this technique is illustrated and defined in FIG. 2. When using this method of process mapping, it is necessary to provide annotation of each symbol by describing the event as concisely as possible and indicating the time required. Appendix C contains an example of this mapping technique. Appendix C also provides additional value stream mapping symbols as well as an example of a value stream process map.
2.2 Future State
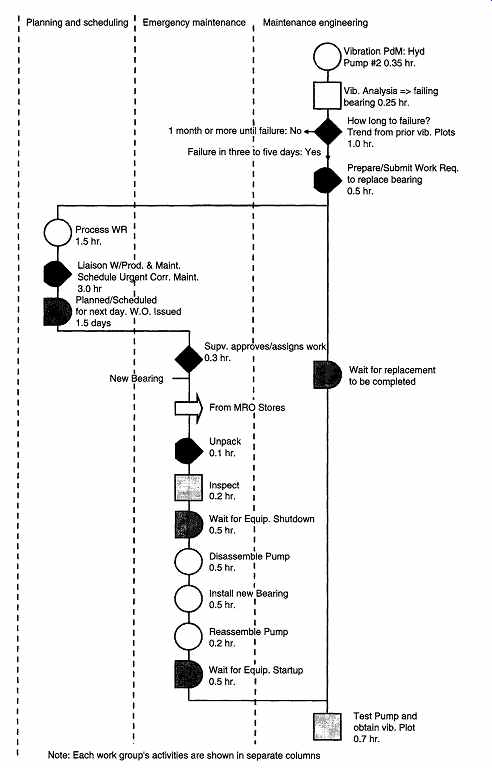
FIG. 2 Gilbreth Process Mapping Symbology
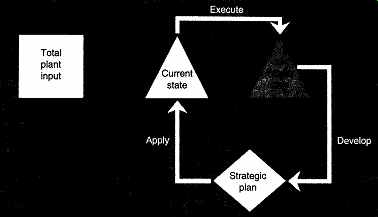
FIG. 3 Implementing Lean Practices with Process Mapping
Whatever process mapping system you decide to use, its application is the same. It employs a six-step waste identification and elimination process illustrated in FIG. 3 and is outlined below.
1. Select the process for assessment, and starting at its end point, carefully map out each stage/activity of the process.
2. Analyze the process map by examining each map symbol and attempt to "drill-down" to additional process steps within each mapped step.
Continue until the team agrees that all steps of the process have been mapped. This results in the current state map.
3. Re-analyze the current state map to identify all nonvalue-adding activities.
(a) Remove the nonvalue-adding activities or develop value-adding "work-arounds" and remap the process.
(b) Re-analyze the new map for workability and additional nonvalue-adding activities. Continue until the entire team agrees that the process is now workable and consists of only value added activities and "impossible to remove" nonvalue-adding activities.
4. The resulting map constitutes the definition of the process future state.
(a) Create a listing of all the actions needed to remove the nonvalue-adding activities as well as any value added work-arounds developed.
(b) The listing of the actions needed to remove the nonvalue-adding activities as well as any value added work-arounds developed constitutes the steps of an action plan for modifying (removing the waste) the selected process.
5. Write-up an action plan that will be applied to the process' current state to move it to the (value added) future state. Submit the action plan together with both the current state and future state process maps, for approval and authorization.
6. Execute the process' action plan in accordance with approval guidelines.
3. LEAN MAINTENANCE OPERATIONS
===================
Table 2 Eleven Major Losses
[ Planned-shutdown losses
1. During breaks, and/or shift changes
2. During Planned Maintenance Downtime Losses
3. From equipment failure or breakdowns
4. From setups and changeovers
5. From tooling or part changes
6. During start-up and adjustment
]
[
Performance efficiency losses
7. During minor stops (< 6 minutes)
8. From reduced speed or cycle time Quality Losses
9. From scrap product/output
10. From defects or reworked items
11. During yield or process transition
]
===================
As pointed out in Section 1, a primary requirement for a Lean Manufacturing Plant is (production) equipment reliability. Maintenance practices, in turn, are a primary determinant of equipment reliability. The reactive style of maintenance practiced during the greatest part of the history of maintenance must be replaced with proactive ([pro+ reactive]: acting in anticipation of future problems, needs, or changes) 1 maintenance practices in order to achieve the levels of equipment reliability necessary to sustain lean manufacturing goals and objectives. Do you recall the "Fundamental Laws of Manufacturing Maintenance" from Section 1? Well, there is a fundamental maintenance program that is the very foundation of lean maintenance and it's appropriately termed Total Productive Maintenance or TPM. Note the word "Productive." TPM is formulated to achieve maximum equipment reliability in support of production.
PREV. | NEXT | Article Index | HOME