AMAZON multi-meters discounts AMAZON oscilloscope discounts
<< cont. from part 1
4. MILITARY TAKES THE LEAD IN MAINTENANCE
The second event to have a profound influence on maintenance operations was the First World War. At the war's outbreak in 1914, troop mobility quickly became a distant memory as trench warfare took hold along entire fronts.
Army commanders of the time defined the role of the aircraft, invented just 10 years earlier, as one of reconnaissance. Scout planes were used to pinpoint enemy trench locations for artillery spotting. Unfortunately, the artillery of the time (both guns and shells) were something less than consistent when it came to hitting small targets, small as in trenches. In frustration, pilots began to take matters into their own hands. What began as pilots shooting at their enemy counterparts with pistols and rifles, evolved quickly as pilots realized that they could also inflict significant damage within the trenches using fuselage-mounted machine guns. Some pilots even dropped bombs by hand, on the entrenched troops (FIG. 6).

FIG. 6 First World War Sopwith Camel
The evolving role of aircraft gave rise to greatly increased numbers of aircraft being employed just behind major fronts. It also gave rise to more missions that meant more hours in the air, which in turn gave rise to more equipment failures. In general, major equipment failures in all aircrafts were most often fatal. In the warfare scenario, the fatality rate went even higher.
Pilots, who were keenly interested in returning from each mission, developed pre-mission checklists for determining a plane's combat airworthiness. By the end of the First World War, the pilots' checklists had evolved into a maintenance check-off sheet. Over time and from the experiences of hundreds of pilots, the maintenance check-off sheets became thorough and comprehensive documents for identifying required maintenance and repairs.
Their use became so common that following the end of the War, they became standard post- and pre-flight checklists for all aircraft operations, both military and nonmilitary.
Another development of the First World War was the armored tank.
The concept for the tank was proposed by an English Army engineer officer assigned to observe and report on the European theater (civilian correspondents of the time were not permitted in combat areas). The engineer officer-turned-correspondent witnessed many frontal assaults on entrenched German Army positions in which the Allied soldiers first met, and then became entangled in barbed wire and subsequently received devastating machine-gun fire that literally wiped out thousands during just one assault.
Shortly after witnessing one of those hapless assaults, the engineer officer observed a French farmer at work. He was driving a field tractor, carefully and successfully navigating his way through vacated battlefronts complete with barbed wire, trench parapets and protective berms. The engineer officer immediately envisioned the tractor equipped with a protective box of armor plate, treads and machine guns making the previously observed assault on the entrenched Germans. He knew he had more than just a good idea.
Winston Churchill, the British First Lord of the Admiralty during the First World War, a position equivalent to the U.S. Secretary of the Navy, was just beginning to address the British armed forces' problem of overcoming the combination of barbed wire and machine gun. Why the navy, you ask? As part of its responsibility for protecting Britain against aerial attack by the Germans, the British Navy had established air bases at Dunkirk on the French coast. Armored-car squadrons equipped with vehicles that were not very satisfactory for crossing ditches and obstacles that got in their way protected these bases. When Churchill read the engineer officer's memorandum describing the armored tractor, he knew it could be a significant weapon. Churchill championed the development of the armored tank, which he termed the "landship" and which was initially built around a Holt Caterpillar Tractor, manufactured by an American Company, and Willie, the first Allied First World War tank as it came to be known, took to the front (FIG. 7).

FIG. 7 Mark I "Willie" (WWl Tank). Weight: 27-tons, Dimensions:
6.4' x 14.3' x 8.0', Armor (max): 0.47", Range: 23 miles, Speed
(max): 4 mph, Weapons: 5-7.7 mm Machine Gun, Crew: 8
As with aircraft, Willie's reliability was a life and death issue. Although Willie could easily overrun enemy positions, immobility rendered the tank a death trap. Maintenance not only became an important issue for the tank, but it actually underwent some sophisticated evolution. Engine oil was replaced on a time-based schedule; other engine maintenance--like oil, fuel and air filter replacements, etc., as well as tread replacement became condition-based maintenance actions. In addition, weaponry (e g. the machine gun)was completely torn down, cleaned and reassembled daily when in combat. All of these innovations in maintenance originated with the military, due to the ultimate nature of the finality of major equipment failure.
This driving force, that is the life and death nature of equipment failure, gradually took second place as political forces took hold and slowly began to create the military industrial complex. The driving force of having a "military machine second to none" soon became the "innovation enabling" mechanism in the field of maintenance, and in fact, in nearly all technological advancements being made. However, one thing that the military establishment was not especially interested in was "Lean Maintenance." Until only recently the military approached maintenance as they did warfare -- throw large enough sums of money and people at a given problem and a solution was sure to be found.
5. LONG JOURNEY TO LEAN THINKING
Immediately following the First World War, few changes were made in the ways in which maintenance was planned and performed. The use of the mass production assembly line, as Henry Ford had drastically refined it, rapidly spread throughout American manufacturing. However, there was a brief depression in the United States in 1920 and 1921 that was quickly forgotten by the public at large due to the burgeoning economy brought about by the spread of efficient mass production manufacturing techniques and the lower prices that resulted. However, the depression period did result in one lasting effect. It ended Ford's solitary domination of the automobile industry and led to the joint dominance of the "big three" (Ford, General Motors and Chrysler Corp.). The sharing of the American automobile market provided increasing efficiencies to manufacturing processes through the newfound competition among the big three.
The stock market crash in 1929 and the major depression that followed, marked a turning point in many facets of American life, not the least of which was in the make-up of the manufacturing industry. At the same time, it would be inaccurate to say that the depression radically altered the course that the industry was following. It did not. The pattern of development was clearly established by 1929; the crash merely confirmed the trend toward concentration in the larger manufacturing entities and expedited that process by delivering a crushing blow to many of the small producers who had been struggling desperately for life even in prosperous times.
For the survivors, the depression necessitated some readjustment in their thinking, from an optimistic belief that the demand for more and more manufactured goods was insatiable to a realization that they were facing a scaled down market with demand well below their own capacity to produce. Even though the number of manufacturers had been sharply diminished, competition between them was intensified. One result was a greater emphasis on the marketing side of the business, but not at the expense of technological development. On the contrary, there was more incentive than ever to keep offering a better product for less money. Table 1, which shows the prices for new automobiles at various times, is typical of price trends for nearly all consumer goods. In terms of consumer gains in the array of goods available, as well as in quality, product innovation and the economics of competitive pricing--the decade of the 1930s was well ahead of the 1920s.
However, precisely because of this concentration of manufacturing in fewer, but larger and better financed plants and because of the additional production capacity created that went well beyond demand, there was little incentive for innovations in maintenance. Breakdowns in production lines, while troublesome, posed no real threat to either profits or sales. Many plants operated with just one or two full-time maintenance personnel.
Manufacturing plants would bring in temporary mechanics, pipe fitters and electricians as required, to deal with unexpected failures. Similarly, during planned maintenance shutdowns, the maintenance staff would temporarily grow to meet the scheduled outage workload and shrink back down in size when the work is completed. It was not an especially good time to be specialized in maintenance, at least not if steady work was desired.
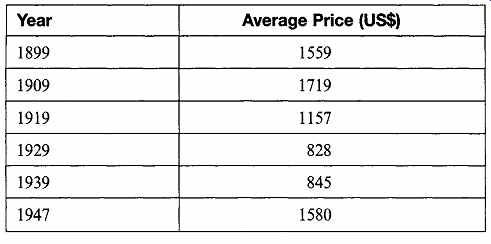
Table 1 Average F.O.B. Retail Price of New U.S, Manufactured Automobiles
Then, as is wont in times of depressed economies, along came the Second World War to help turn things around. Everything changed dramatically during the Second World War due to significant manufacturing manpower shortages and an ever-increasing demand on production. The technology of manufacturing was forced to develop more mechanization to offset the labor shortages and to meet the growing demand for War materials as well as con sumer goods. Although there has been much talk about the shortages of goods during the War, they were primarily isolated to foreign-procured goods (e.g., sugar) and to industry sectors that had converted to war materials production (e.g., automobile manufacturers). However, as technological advances in weaponry manufacture were made, enterprising individuals applied many of the new technologies to the manufacture of consumer products. The war also produced a brand-new phenomenon--the working woman, which ultimately led to more disposable income per family and a higher standard of living at all levels of society.
The combined impact of these events had another incremental impact on maintenance. Suddenly, the reliability of equipment became important and production downtime became a concern to everyone. The newfound stature of the maintenance mechanic (millwright) allowed the maintenance organization to develop and implement planned, periodic, preventive maintenance programs; something that they had long known was needed. Unleashed to pursue the refinement of their trade, maintenance workers had made a gigantic leap that effectively took maintenance out of the "reactive only" mode of operation. Many more innovations were to come in the next 20 to 30 years.
While this leap into planned, periodic, preventive maintenance was being endorsed by more and more manufacturers in the Western world, Japan was trying desperately to recover from the devastation that the war had brought on their economy and their manufacturing sector. One company in particular that had been operated by the Toyoda family was forced to scrap their previous plant operations and completely reorganize because of their support of the Japanese war machine. The company was renamed Toyota. At the Toyota Automobile Group, Taiichi Ohno; the manager of machining operations attempted to create a viable operation in spite of severe material shortages brought about by the war. Gradually, Ohno improved existing processes to better support assembly operations. For the systems that were developed (leading ultimately to the Toyota Production System or TPS), Ohno is credited with two concepts adapted from U.S. practices. The first concept was the assembly line production system, which Ohno derived from Henry Ford's book Today and Tomorrow first published in 1926. The second concept was the supermarket operating system used in the United States, a system that Ohno observed during a visit in 1956. The supermarket concept provided the basis of a continuous supply of materials just as the supermarket provides a continuous supply of goods to the (shelves) consumer.
More than 30 years later, Ohno's Toyota Production System would be credited by many as the birth of "Lean Manufacturing." Interestingly, the term Lean Manufacturing did not originate in Japan. It was originally coined in the book The Machine That Changed the World, published in 1990. In 1996 a second book, Lean Thinking, was published that defined most of the terms and practices employed in today's Lean Enterprise, which came first to manufacturing and second to manufacturing plant maintenance operations (Section 2 will define many of the terms and practices associated with "Lean Operations," whether in the manufacturing sector or any other enterprise.) Both books were authored by an MIT research group studying, among other things, the Toyota Production System (TPS), whose leaders were James Womack and Daniel Jones, of the US and UK, respectively and not by Ohno or anyone directly associated with the TPS. From the seeds sown during the first industrial revolution, beginning roughly around 1750, to the last decade of the twentieth century, a journey of more than 240 years, grew Lean Thinking, which led to Lean Manufacturing and then to Lean Maintenance.
5.1 Lean Spills Over to Maintenance
An initial concept of Lean Manufacturing was that it needed to only involve the production department, and if organized as independent of production, the purchasing/supply (raw materials and outside parts/assemblies that were input to production) departments. The most basic or fundamental premise of Lean Thinking is the identification and elimination of waste.
Lean manufacturers jumped directly into this process of eliminating waste in their production processes and many were quite successful.
Unfortunately, that very success was the root of their ultimate failure.
Manufacturers quickly discovered that, as waste is eliminated from the production process, and available equipment operating time increases, reliability issues also begin to increase. Maintenance operations were not equipped to provide production equipment reliability levels needed to keep pace with the lean production teams. Perhaps they had gotten the proverbial cart before the Oust as proverbial) horse. Maintenance was about to make another giant stride forward in the stature with which they were viewed by management.
======================
FUNDAMENTAL LAWS OF MANUFACTURING MAINTENANCE
-- Properly maintained manufacturing equipment makes many, quality products
-- Improperly maintained manufacturing equipment makes fewer products of questionable quality
-- Inoperable equipment makes no products.
=======================
Although even today it is not universally accepted as a law of Lean Manufacturing, the fact is that implementing Lean Maintenance in a manufacturing plant is prerequisite to implementing actual Lean Manufacturing practices. If those holdouts would examine three of the fundamental laws of manufacturing maintenance, they might more readily recognize this prerequisite condition.
A manufacturing plant with intentions of implementing Lean Manufacturing should begin with a few essential preparations. One of the most important preparations is the configuration of the maintenance organization to facilitate Lean Maintenance first and Lean Manufacturing next.
5.2 Maintenance Operation Refinements
Maintenance
Operation processes must be refined in order to support the Lean Plant Operation, while, at the same time supporting the maintenance operation's own Lean makeover. The number one objective for all maintenance organizations everywhere is the maintenance of equipment reliability.
Additional objectives for Lean Maintenance Processes include:
-- plan and schedule the maintenance workload to: _ maintain the work backlog within prescribed limits by providing for forecasted level resource requirements; _ create achievable daily schedules.
-- continually reduce equipment downtime and increase availability through the establishment of a preventive/predictive maintenance program (including failure analysis) that is designed, directed, monitored and continually enhanced by maintenance engineering;
-- ensure that work is performed efficiently through organized planning, level scheduling, optimized material support and coordinated work execution;
-- establish maintenance processes, procedures and best practices to achieve optimal response to emergency and urgent conditions;
-- create and maintain measurements of maintenance performance and effectiveness;
-- create and provide meaningful management reports to enhance control of maintenance operations;
-- provide quality, responsive maintenance service in support of operational need.
In addition to process refinements, successful Lean Maintenance Operations also require organizational refinements. In refining organizational relationships, there are two critical characteristics that need to be achieved.
1. Maintenance management should be structured level with production management.
2. Maintenance is seen as a supportive service to production vs. a subordinate responder.
There should always be a current and complete organizational chart that clearly defines all maintenance department reporting and control relationships, as well as relationships with other departments. The organization should clearly show responsibility for the three basic maintenance responses: (i) routine, (ii) emergency and (iii) backlog relief.
Interfaces between production and maintenance should be clear and divisions between roles, responsibilities and authorities should be well defined within the organizational structures. The maintenance organizational structure should recognize three distinct (separate but mutually supportive) functions, so that each basic maintenance function receives the primary attention required:
Work Execution Planning and Scheduling Maintenance Engineering
It has taken an exceedingly long time for Maintenance Operations to reach this point. Real advancements in the art of maintenance have only been realized during the last 240 years and 95% of these advancements have occurred during the last 25 to 35 years. Having come this far, this fast, makes it incumbent on today's generation of maintenance professionals to continue to aggressively push forward with improvements in the practice of maintenance until every plant and facility is reaping the benefits of maximum equipment reliability.
PREV. | NEXT | Article Index | HOME