AMAZON multi-meters discounts AMAZON oscilloscope discounts
There are many reasons why maintenance work is needed. Initial decisions establish to some extent the amount of maintenance work that will be required. Such design decisions may be based on reliable data, past experience, and/or opinions. Too, differences in cost may influence selection of commercially available units or components of production equipment. But all these factors will later mean more or less need for maintenance, depending on the quality of the original equipment chosen.
Also contributing to the need for maintenance work are deviations from acceptable operating practices, quality of separate components within a larger equipment system, and the continuing quality of maintenance workmanship performed.
In determining how much of the total maintenance work being performed is actually necessary, consideration frequently is given only to obvious problems-and the number of hours spent on them.
Since this work requires both clerical and engineering time as well as the actual hours of repair, these must be evaluated too, and the whole expenditure considered. In doing this, a basic requirement is the collection and analysis of considerable data. It is also necessary to establish that expenditures for engineering time and investments involved in correcting problems or improving conditions are justified, that individually they are sound business propositions.
An objective in many maintenance operations is to improve conditions through more effective performance of maintenance work. Although this may be worthwhile, it should first be established that the work being done is necessary. The reduction that effective performance can bring about in the need for maintenance work can in many cases significantly improve both the output of the manufacturing facility and the unit cost of the product in addition to reducing the maintenance cost.
The Profit Objective
The principal objective of any company engaged in the manufacture of a product is to earn a profit.
The percentage of time that a production unit operates or that a total system is available for the manufacture of the product will directly affect the amount of profit. This is particularly true when the market for such a product is unlimited. Units or systems available will result also in lower capital investment per unit produced, thereby improving investment return.
Cause and Effect
When availability of equipment for manufacture of a product is important, the most significant short and long-term contribution that the maintenance engineering organization can make is to reduce the amount of maintenance work being performed.
Maintenance is, basically, a cause-and-effect condition. Rather than treat the effects with the accompanying downtime for production equipment, it is better to try to eliminate the cause economically. In such a preventive-maintenance program both planned and unplanned work should be considered. This means carrying out regular preventive schedules and performing several such tasks when a machine is idle or in repair for another reason.
Such reduction of the need for maintenance work and production interruptions requires a considerable amount of basic information or data for analysis and preventive planning, including:
1. Sufficient maintenance-cost information
2. Adequate equipment-repairs history
3. Knowledge of production capabilities and requirements
In addition, it is necessary to analyze tasks which usually require staff engineering time, consulting assistance, or a combination of both. Because of the cost involved in engineering work, it is especially important to establish the return on investment for engineering time.
Cost Reports
Maintenance-cost information can be of considerable value if the system for classifying, accumulating, and reporting all maintenance labor and material costs is well designed. In many operations the accounting system relates maintenance cost to various products manufactured, primarily to establish total production cost. This is a requirement for production and sales management, but from the maintenance point of view, information on the total cost of all work and services provided by the maintenance organization or total cost by manufacturing areas can allow comparison of costs only for several periods, indicating trends. Beyond this, the figures have little value in determining how much maintenance work was performed on the individual units or components in an equipment system.
What is needed is a maintenance engineering group cost-accounting system designed to provide specific information on where and for what kind of work maintenance dollars were spent. To develop such a cost-accounting system, it is necessary to relate the cost of specific types of maintenance work to production costs or to supporting facilities' costs, such as those for piping, electrical or power distribution systems, and other facilities. Such an accounting system can provide sufficient information to determine which pieces of equipment require unduly high maintenance costs.
Classification of Maintenance Work
Total maintenance cost per product will tell management how many dollars were spent. In addition, it is necessary to know how much was spent on specific, individual kinds of work. This requires separation of the cost of:
1. Repairs
2. New work and alterations
3. Services to manufacturing, technical, and others
When the cost of repairs is separated from cost of work in other categories, the total cost for a representative period can be accumulated and compared with the investment cost to give the percent spent on maintenance. It will also help identify high-cost maintenance items.
When a large number of equipment units are involved, reports may limit figures to those machines having repair cost of 5 to 10 percent of the investment cost. This method of accounting and reporting also provides figures for comparison of maintenance cost for an individual machine both before and after corrective actions are performed.
The cost of new work and alterations, and services to operations, should be so identified, since this work does not involve repairs yet can represent a high percentage of the total maintenance cost.
In some cases new work and alterations may represent 5 to 15 percent of total cost, while services to operations represent 15 to 25 percent. This will vary, of course, with kinds of operations and differences in methods of operating.
New work and alterations are usually limited to minor expenditures charged to manufacturing cost rather than capital construction projects. These may or may not be capitalized at a later date.
Justification for such work should be established prior to execution of the work.
Services to operations (work not involving repairs) covers a wide range of functions performed by maintenance personnel for production, technical, stores, or other groups. Line unplugging, vessel cleaning, machine change-overs for manufacture of different products on the same equipment, and labor for materials handling are examples of types of work included in this classification. While it may be logical for maintenance personnel to provide such services, it is important that the cost not be included in maintenance-repairs cost accounting.
An example of the need to separate the cost of services to production can be seen by looking at a typical mechanical-improvement study made some years ago. Although specific maintenance costs of a large plant were decreasing, a sudden unexplainable increase in general maintenance cost occurred. On closer investigation, it was found that the plant technical group had established that more frequent cleaning of a considerable number of heat exchangers would improve the quality of product and yield, and that the additional downtime of the system and cost of cleaning would be more than offset by what was gained. This was a good business decision that resulted in an increase in total cost of maintenance services yet decreased total production cost. Such a change should be properly identified in the accounting reports, as should cost of other maintenance personnel services, such as machine or system change-over to manufacture different products.
Equipment-Repairs History
The need for sufficient data on repairs has been recognized, and for many years considerable thought has been given to development of records that would provide information tabulating necessary repairs and their frequency. Equipment-history cards that require manual entries to describe work done were an early development and are still being used in some plants. This method, however, usually provides limited information for analysis because the entries are written descriptions of work.
Such entries require considerable time, and it is consequently not unusual to find minor entries are never recorded, leaving the history limited to major repair items.
To simplify collection of repairs data related to equipment units and components of the units, C. E. Hutchinson of Westinghouse developed a numerically coded equipment-history system. As shown in Fig. 1, a work-order form can be designed to allow posting of codes by the mechanic or supervisor after the work is completed. This provides a common language for identification of the equipment involved, the condition found, and the action taken to correct the problem. Using a simple numeric or alphanumeric coding system as shown in Fig. 2 can minimize time required for description of the work performed, as well as reducing time required for manual entry of the description.
Additionally, with a coded system there is the option of entering small bits of data manually on repair-history cards or keypunching these with date, equipment, piece number, hours of work, and other details for computer processing. Either approach, depending on volume of data, can produce adequate repairs history for analysis.
It is recommended that a manual system be considered initially for a small-scale collection of repairs-history information. With some experience, it may be evident that data-collecting or -processing equipment should be considered. Based on the cost of manual processing vs. keypunching cards for computer input, it may or may not be possible to establish justification for rental or purchase of such equipment.
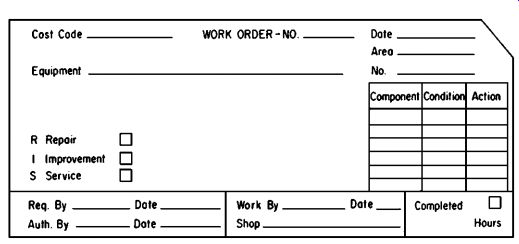
Fig. 1 Sample work order.
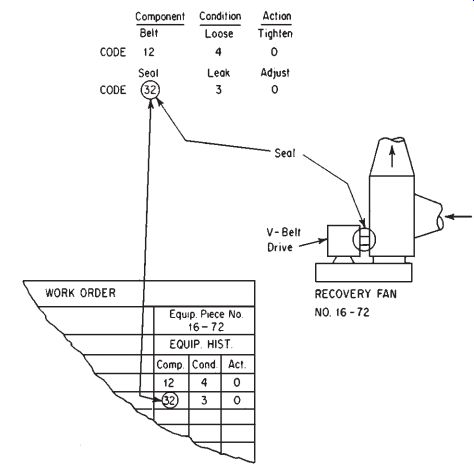
Fig. 2 Repair coding for work order.
Commercial recorders and data collectors that can be used to simplify collection of data are avail able. Some inexpensive strip-chart units allow entry of coded reasons for downtime and description of work performed. Utilizing telephone dials or digital switches, other equipment has the capability of storing data or of imprinting coded data on tapes for computer processing.
Recently new equipment has been developed that does not require manual input of codes. These machines automatically indicate and record location of problems in a manufacturing system and automatically encode reasons for downtime (mechanical, electrical, production, etc.), the total down time for the incident, the date, shift, and description of the product being manufactured. In addition to developing and producing a complete day-by-day maintenance-problems report, they collect information and store it, which simplifies preparation of periodic summary and detailed analysis reports.
Decisions on how much investment can be considered for such history-collecting equipment have to be based, of course, on justification of the equipment and computer service cost. It may be found in some cases that the manual-entry coded history system is satisfactory. In other cases, requiring more data, information-collecting equipment ranging from $5000 to $100,000 could be justified.
When we have sufficient history and knowledge of the short- and long-range production requirements, we can intelligently select the best course of maintenance action. Fig. 3 shows a typical coded equipment-history card (for a fan) with actual postings during a period of less than 3 months for one unit in a manufacturing system. At the time the history system was installed, this large fan, or a similar converted V-belt-drive fan, had been in service for over 50 years. The history established that equipment shutdowns causing production losses once a week were necessary for repeated tensioning of the V belts because the fan's design required manual adjustment of the jackscrews. During the 3-month period shown in Fig. 3, belt deterioration caused replacement of three sets of V belts.
It can be assumed that similar work, necessary for many of the 50 years, was considered philosophically as an existing condition, and accepted. Annual cost of this small problem, including production losses for the frequent short-duration shutdowns, was approximately $1100, which, over the years, may have totaled nearly $50,000. It was interesting to note that a similar fan installed 20 years later was equipped with a counterbalanced drive and required no attention during the 3-month period examined.
To correct the first fan's problem, the drive was modified to a counterbalanced design to provide proper dynamic tension. The small modification, costing about $175, resulted in over 360 percent return on investment on an annual basis. When such repairs history is developed in sufficient detail and analyzed, it is not unusual to realize many appreciable reductions in cost. Such improvements often give a return on time invested of 100 to 500 percent annually.
It is important that repairs history include data on both minor and major repairs to specific machines or investment areas, since minor repairs requiring less than 4 man-hours sometimes total 20 to 35 per cent of maintenance cost. In addition to knowing what work was necessary, there is a need to know how frequently specific jobs were performed and the effect of shutdowns on the output of the facility or the cost of off-quality units produced. Having developed this total cost of the problem, it is easier to establish what expenditures should be considered to reduce the frequency or eliminate the problem.
Periodic inspection history is also necessary to establish what was accomplished and whether the frequency of inspection and maintenance is justified.
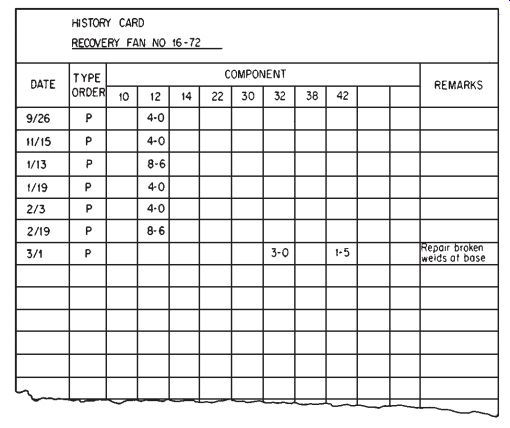
Fig. 3 History-of-repair card.
History of overhauls and other major work involving dismantling of equipment is needed for essentially the same reasons: to establish specifically what was accomplished and to determine whether the problem could be corrected. If correction of the problem with the installed unit cannot be justified, consideration should be given to less frequency of work and to substituting other types of equipment in future installations.
History Analysis
Data collecting has little, if any, value unless there is systematic analysis of the information and unless decisions are reached regarding logical and economical actions correcting the problems. It is strongly recommended that no history system be developed without qualified engineering-assistance staff. Discussion of a request for engineering assistance with top management may result in the logical question, "What will we get for the engineering time required?" At this point, we have a "Which came first, the chicken or the egg?" situation. Obviously, the value of the engineering work cannot be established until the work is undertaken. However, a study can be organized and the results can be expressed as return on investment for engineering time and other costs. A study sheet can be used for this purpose, as well as for reporting accomplishments. With such an aid, the return on investment can be established.
What return on investment should there be for engineering time? Opinions regarding this vary, but discussions with representatives of multiplant companies have established that, in some cases, their management would accept as little as $18,000 to $24,000 per year per man on the basis that many of the improvements result in continuing cost reductions. Other representatives considered that net cost reductions should be as high as $65,000 to $100,000 per year per man. The important points are what the long-range rather than short-range gains may be on investment, and that engineering time is needed to accomplish the best results.
As indicated in Fig. 4 analysis of history as well as knowledge of current production requirements and long-range forecasts are needed to establish courses of action. Logically, if a maintenance problem can be eliminated or if service life of units or components can be extended, corrective actions should be considered. Or, if it is evident that a problem will have to be tolerated because the cost of modifications cannot be justified, predictive or preventive maintenance may be considered to minimize the effects on the availability of the manufacturing or supporting equipment. In some cases, particularly when noncritical equipment is involved, repairing equipment as the need becomes evident could be a logical course of action. Fig. 4 shows the actions that should be considered in the analysis of the repairs history.
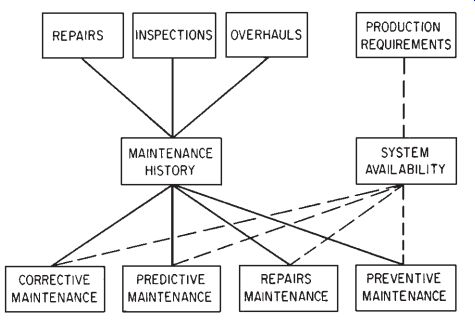
Fig. 4 Flow chart for maintenance operating procedures.
Actions
There are four courses of action:
1. Corrective maintenance, which includes such improvements as minor changes in design and substitution of more suitable components or improved materials of construction to eliminate a problem. If the problem cannot be eliminated economically, it may be possible to reduce the frequency of its occurrence.
2. Predictive maintenance is a relatively new term now coming into general use. Recognizing that a change in physical condition is the principal reason for maintenance, it is logical to consider the use of sensing, measuring, or monitoring devices to determine significant changes. This technique can minimize the need for disassembly and inspection of internal parts. Just as important, through periodic measurement or monitoring it is possible to identify conditions that require correction before a major problem develops. Predictive maintenance takes advantage of the fact that commercial equipment is available that can be used-such as portable vibration analyzers and amplitude meters, vibration amplitude and axial-displacement monitors, ultrasonic equipment for wall-thickness measurement, and other nondestructive testing or measuring devices, optical tooling and non-contracting displacement sensors for a monitoring alignment, and conventional pressure, vacuum, flow, temperature, and load measuring devices. With such equipment, conditions can be measured and recorded periodically or, when justified, continuously monitored with alarms or cutoffs set at pre-established levels. In many conditions this approach can assure maximum service life without increasing the risk of failure. To cite an example, one plant had some large turbo-generators that were originally dismantled for inspection every year, and later, once every 3 years. Using predictive-maintenance monitoring equipment, they operated continuously--and satisfactorily--for over 7 years.
3. Repairs maintenance (as required) is simply doing maintenance work as the need develops.
This elementary approach has sometimes been replaced by periodic overhauls and other preventive maintenance practices. But, however elementary, it can be the most logical approach to maintaining "noncritical" equipment-individual units or parts of a production system. "As required" maintenance might be a better choice than preventive maintenance for equipment that is classified "non critical" rather than "critical."
4. Preventive maintenance is, of course, undertaken before the need develops to minimize the possibility or unanticipated production interruptions or major breakdowns. While this seems a sound idea, it may be found that when such planned preventive-maintenance programs are developed and followed religiously, the frequency and extent of overhauling or reconditioning equipment may not be justified, particularly if the downtime required to perform the work results in loss of production.
Rather, it is better to consider preventive maintenance only when:
1. Corrective maintenance cannot be justified.
2. Predictive maintenance cannot be applied.
3. "As required" maintenance effects cannot be tolerated.
Production Requirements
When sufficient maintenance-repairs history has been developed and maintenance "courses of action" have been considered, production-system need will influence decisions regarding the type of maintenance to be used. The total time that an equipment system is available for production is directly influenced by the amount of downtime for planned maintenance overhauls or other preventive-maintenance actions, downtime caused by failure of components in the system, or downtime for production reasons-cleaning, change-overs, modifications, etc. Of these, downtime to repair or replace components in a system is especially important in a highly integrated system involving a large number of components. If, for example, there are only two components in a system, each with a 90 percent reliability level, there could be system availability of 90 _ 90, or as low as 81 percent of capacity.
In another illustration, if the reliability of the components were equal to the soap manufacturer's figure of "99.44 percent" purity, a missile would have to be limited to 411 critical components instead of over 300,000 to have 1 chance in 10 of getting to its destination.
Often there are more than 411 critical components in manufacturing systems. To establish sys tem reliability and high probable availability of a system, it is necessary to have data on the service life of components. Occasionally when extensive overhauls are established initially and done periodically, there is enough information about the properties and potential service life of components in the system to calculate their service life. In order to develop such data, it may be necessary to abandon some preventive-maintenance work that involves replacements and operate under controlled conditions. Based on the results, other action may be indicated or present practices justified. Or, if other actions cannot be justified, a family of curves may have to be developed to describe service life of the system components and to establish how frequently, and to what extent, replacements of components must be planned for or other preventive maintenance undertaken. A systematic analysis can identify problem areas and establish whether the cost can be justified or, if not, give an approximate frequency for planned replacement to increase system availability. Other factors that may influence decisions are current and forecast production requirements in relation to actual system availability.
System Analysis
To establish potential system availability, it is necessary to know the effect that downtime for repairs or service work can have on production. Or, to state this another way, it is necessary to know what adverse effect downtime of a particular production unit could have on the output of the system. One of the first steps necessary is to obtain or develop data which will allow classification of equipment units in the system as "critical" or "noncritical" to production. Equipment will fall into both classifications except in "pipeline" systems that are so designed that all processing, auxiliary, and service units could be properly classified as critical 100 percent of the time.
In addition to classification of equipment in a system, it is necessary to know actual production requirements. A product may be seasonal, or for other reasons the required production output may be from 70 to 100 percent of the designed capacity. When the required output is lower than designed capacity, it may be possible to reclassify critical machines to noncritical, allowing more flexibility in selecting methods of maintenance. Fig. 4 shows a section of a process flow sheet and one simple way of classifying equipment as critical or noncritical. To provide a good graphic display of these conditions, a flow sheet can be developed with blocks adjacent to units indicating the effect of unit downtime at different production levels.
Summary
Maintenance being a cause-and-effect situation, it is logical that efforts be directed toward correction of the cause, rather than continuing to treat the effects. If efforts are made to identify the cause, maintenance tasks will generally consist of a large number of minor jobs and a relatively small number of major jobs. Because of this condition, collection of a considerable amount of small bits of data is necessary to identify specifically:
1. The cause of the problems
2. The frequency of occurrence
3. The total effects, both loss of production and maintenance cost
These can be used to establish justification for expenditures to eliminate the cause. At the same time, return on investment for engineering time can be documented, establishing contribution by the maintenance engineering department to the profit of the company.
PREV | NEXT | Article Index | HOME