AMAZON multi-meters discounts AMAZON oscilloscope discounts
Pump types
__1 Introduction
__2 Checklist of pump terminology and definitions
__3.1 Small centrifugal pumps for domestic water/heating/ sanitation applications
__3.2 Domestic water supply pump packages
__3.3 Small centrifugal pumps for machine tool cutting oil applications
__3.7 Horizontal single-stage double-suction axially split pumps (for general purposes)
__3.8 Horizontal single-stage double-suction radially-split pumps (for heavy-duty applications includes ISO 13709, API 610 designs)
__3.9 Horizontal two-stage end-suction overhung impeller centrifugal pumps
__3.10 Vertical single-stage overhung impeller centrifugal pumps for general applications
__3.11 Vertical single-stage overhung impeller centrifugal pumps (for chemical applications includes ASME/ANSI B73.2 designs)
__3.12 Vertical multi-stage centrifugal pumps for general applications (including segmental pumps, dH < 300 m, deep well ejector applications, wash water)
__3.13 Vertical wet-pit pumps
__3.14 Vertical dry-pit pumps; Self priming pumps
__3.15 Marine pumps
__3.16 Submersible pumps with electric motor
__3.17 Non-electric submersible pumps
__3.18 Submersible pumps for deep well applications
__3.19 Portable self-priming pumps
__3.20 Horizontal two-stage axially-split centrifugal pumps (includes ISO 13709, API 610 designs)
__3.21 Horizontal two-stage radially-split centrifugal pumps (includes ISO 13709, API 610 designs)
__3.22 Multi-stage segmental centrifugal pumps dH > 300m
__3.23 Horizontal multi-stage axially-split centrifugal pumps (includes ISO 13709, API 610 designs)
__3.24 Horizontal multi-stage radially-split centrifugal pumps (includes ISO 13709, API 610 designs)
__3.25 Large vertical multi-stage centrifugal pumps (includes ISO 13709, API 610 designs)
__3.26 Single-stage centrifugal pumps with integral gearing
__3.27 Multi-stage centrifugal pumps with integral gearing
__3.28 Centrifugal pumps for pulp
__3.29 Centrifugal pumps for handling solids < 10 mm
__3.30 Centrifugal pumps for handling solids > 10 mm
__3.31 Non-clogging pumps
__3.32 Submersible non-clogging pumps
__3.33 Mixed-flow pumps
__3.34 Axial flow pumps
__3.35 Non-metallic rotodynamic pumps
__3.36 Hygienic-quality rotodynamic pumps
__3.37 Magnetic drive rotodynamic pumps
__3.38 Canned motor rotodynamic pumps
__3.39 Rotodynamic pumps without drivers (for specific applications including mobile agricultural applications and mobile fire pumps)
__4.1 Peripheral pumps
__4.2 Pitot tube pumps
__4.3 Disc pumps
__4.4 Pumps as power-recovery turbines
__5 Positive displacement pumps
__5.1 External gear pumps
__5.2 Internal gear pumps
__5.3 Archimedes screw pumps
__5.4 Twin-rotor screw pumps
__5.5 Triple-rotor and 5-rotor screw pumps
__5.6 Twin-rotor geared-screw pumps
__5.7 Progressive cavity pumps
__5.8 Lobe pumps (including circumferential piston pumps)
__5.9 Vane pumps
__5.10 Peristaltic pumps(including rotary peristaltic pumps)
__5.11 Rotary eccentric piston pumps
__5.12 Axial and radial piston pumps
__5.13 Inline piston pumps
__5.14 Descaling pumps
__5.15 Plunger pumps(includes horizontal and vertical)
__5.16 Syringe pumps
__5.17 Diaphragm pumps (includes mechanical and hydraulic actuation)
__5.18 Air-operated double-diaphragm pumps
__5.19 Metering pumps (flow within + 0.1% to + 3% with substantial dp changes)
__5.20 Direct-acting reciprocating pumps (includes pneumatic, hydraulic and steam actuation)
__5.21 Non-metallic positive displacement pumps
__5.22 Sealless positive displacement pumps
__5.23 Hydraulic motors
__6 Other pump types
__6.1 Ejectors
__6.2 Barrel-emptying pumps (powered and hand pumps)
__6.3 Hydraulic-ram pumps
__6.4 Air-lift pumps
__6.5 Contraction pumps
__6.6 Macerators
There are many different pump types. Pumps operate via two basic principles, rotodynamic and positive displacement, but there are a few pump designs outside this categorization.
NOTE: If the reader is unfamiliar with the concepts of 'rotodynamic' and 'positive displacement' then Section 4 should be reviewed before the pump types in this section are examined.
Rotodynamic machines try to be 'constant energy' devices but don't quite make it work because of the variable inefficiencies and the limitations of manufacturing. Positive displacement machines try to be 'constant flow' devices but don't quite manage to make it work because of the liquid properties and manufacturing requirements. But -- there is a special case when constant flow is achieved. The reader should know which concept is better for a particular application before reading Section .
All pumps are not equal -- There are a wide range of pump types because some designs are better; more efficient or more consistent or last longer; at handling specific operating conditions or specific liquid properties. Each application should be assessed individually, on merit, when considering:
--Liquid properties
--Allowable leakage
--Driver type
--Installation arrangement
--Operating efficiency required
--Duty cycle
--Allowable noise level
--Operational safety
--Site facilities and local staff capabilities
Remember, sometimes the liquid properties must be augmented with the properties of entrained solids, gases or vapor.
Mixtures of liquids need all components defined in detail; very small concentrations can create corrosion problems. There are plenty of benign liquids which may be allowed to drip on the floor. Some liquids are so hazardous that the vapor must not be allowed to escape. Simple seals can be very small; complicated seals may require a lot of space plus an external system piped in. Not all pumps can accommodate complicated seals.
Not all pump designs can accommodate complicated sealing system piping. It’s not always possible to upgrade from a relaxed approach to leakage to strict leakage control; a change of pump type may be necessary if initial leakage requirements were wrong! Remember, the entrained/dissolved gas may be much more of a hazard than the liquid! Most pumps are driven by standard AC squirrel-cage motors.
However, it may be advantageous to consider a steam or gas turbine for fast pumps. New motor designs, like switched reluctance, are very good for high speed but require a 'black-box' of electronics. Alternatively, an engine may be better for slow pumps. Steam or compressed air power supplies can be beneficial in a hazardous area. Don't forget about the installation arrangement until the last minute. A submerged pump or a vertical pump may provide the smallest installation footprint. Also remember, that poor piping design can have an adverse affect on performance, reliability and labor. Piping which is not self-venting and not self-draining may require physical attention during each start and stop. Consider the piping arrangement while thinking about the pump configuration! Much time is wasted troubleshooting 'pumps' when it’s the piping causing all the problems! Efficiency can be very important for large pumps; large electricity bills! Efficiency may be important when trying to find a pump to operate from a 13A socket or on a 12V or 110V supply. Some pump types are much more efficient than others. The duty cycle must be defined as it can significantly affect pump selection.
Some pumps can operate continuously for ten years; other pumps need tender-loving-care after twelve hours. The pump duty cycle limitations may necessitate the installation of standby units.
Some installations require very quiet pumps. The noise of central heating pumps can sometimes be heard all over a building.
Laboratories usually require very quiet pumps. Pumps, which are in close proximity to staff or the public, may have to be inherently safe. The site services obviously affect pump and driver selection. A steam turbine may be the preferred driver for the pump; not if there's no steam available. Larger pumps may need 3.3 kV or 6.6 kV power for the best motor sizing; there may be additional cost expenditure required at the substation. If the application warrants a complicated pump unit, can the local site personnel operate it safely and maintain it? The supplier will be very happy to maintain it, at a cost. If the local site personnel don't understand the pump, or the process, the cost of maintenance may be much higher than expected Y When considering the information to be used to define the pump application it’s very easy to spot 'maximums' and forget that 'minimums' might be just as important. It’s worthwhile to take the time and consider that 'normal' might be much more important than the occasional 'maximum' or 'minimum'. It might be very worthwhile to consider the duration of 'maximum' or 'minimum' in the context of long-term 'normals'. Unless specifically defined to the contrary, the pump supplier will assume all process changes occur slowly; any rapid changes must be described in detail. When the pump application is initially considered, any applicable specifications, standards or regulations must be listed for discussion. Important factors, based on either the liquid or the installation, can have a significant impact on pump selection, pump design and other equipment selection. Remember in Europe, that ATEX regulations apply to mechanical equipment such as pumps and gearboxes, as well as motors. Size, that is much bigger size, may be required for compliance. Many specifications, standards and regulations cannot be applied retrospectively because of the effect on equipment selection.
__2 Checklist of pump terminology and definitions
Modern communication can be very difficult. English is the de facto standard language for technical subjects BUT there are different versions of English! American English is different to UK English. Many versions of English have been developed by engineers who use English as a second language.
In the pump industry, users and manufacturers often refer to or call a pump type by different names! This is inevitable given the range of pumps and the immeasurable number of process applications in which they are used. The same applies to pump terminology. This terminology or "jargon" can be very confusing and indeed often misleading.
This Section attempts to highlight a few things to watch out for and provides an explanation of and gives guidance on some of the more important key pump terms and descriptions that occur in daily pump usage many of which are referred to within this book.
Barrel pump radially-split centrifugal pump.
Bearing bracket the structural component which houses the pump bearings.
Bearing pedestal bearing bracket.
Boiler feed pump usually a multi-stage centrifugal pump feeding treated water.
Booster pump two different common uses. In hydraulic fluid power, a booster pump takes a high pressure and increases it significantly. In process pumps, a booster pump is used where there is insufficient pressure to supply adequate NPSH or NPIP. The booster pump provides a small increase in pressure so the main pump can operate reliably.
Dead head closed valve head (do not assume a rotodynamic pump will run successfully at this condition!). Duty cycle how the pump will be operated with reference to time.
Eccentric screw pump progressive cavity pump.
Ejector jet pump.
Fire pump a pump used to pressurize water for fire-fighting.
(Considered an intermittent application). Flooded suction an imprecise term to be avoided; specify the suction head/pressure and NPSHa/NPIPa.
Fluid not necessarily liquid; use very carefully; this term is not interchangeable with liquid! Head a measure of energy in a rotodynamic pump system.
Heat pump a system with a compressor.
Helical gear pump progressive cavity pump.
Helical rotor pump progressive cavity pump or a screw pump.
Helical screw pump progressive cavity pump.
Hydraulic motor a positive displacement machine which extracts energy from liquid.
Hydraulic turbine a rotodynamic machine which extracts energy from liquid.
Inline pump a pump casing design where the suction and discharge pipes are on the same center-line; concentric, but on opposite sides.
Injector jet pump.
Liquid ring pump a compressor.
Modular multi-stage pump segmental pump.
Monoblock pump a pump which utilizes the motor bearings for radial support and axial alignment.
Motor stool the structural space which supports a vertical electric motor.
Mud motor a progressive cavity pump extracting energy from drilling mud.
NPIPa see sub-section 4.4 of Section 4.
NPIPr see sub-section 4.4 of Section 4.
NPSHa see sub-section 4.4 of Section 4.
NPSHr see sub-section 4.4 of Section 4.
Pinion pump gear pump.
Pipeline pump a pump used to move liquid over considerable distance, perhaps 1000 kin.
Pressure a measure of energy in a positive displacement pump system.
Priming filling a pump with liquid prior to starting.
Pump package sometimes used when more than one pump is built on a baseplate. Also used when multiple pumps are driven from one gearbox.
Pump unit the pump plus any power transmission equipment and the driver; everything mounted on the baseplate.
Reciprocating pump a type of positive displacement pump which cannot run in reverse.
Ring section pump segmental pump.
Rotary pump a type of positive displacement pump utilizing rotating elements.
Rotodynamic pump a type of pump which adds rotating kinetic energy to the liquid then converts to static head.
Self-priming a pump which can remove gas from the suction piping and not run dry.
Side channel pump peripheral pump.
Snore the ability to run dry then self-prime when liquid is present.
Suction stage first stage.
Siphoning liquid flowing through the pump when the pump is stationary.
Turbining a pump running backwards and acting as a turbine.
Vacuum pump a compressor.
Venting removing air and/or gas from a pump prior to starting.
Vertical turbine pump a vertical multi-stage pump probably with mixed-flow impellers.
Waste water pump vague! Could be surface water, dirty water or foul water (sewage).
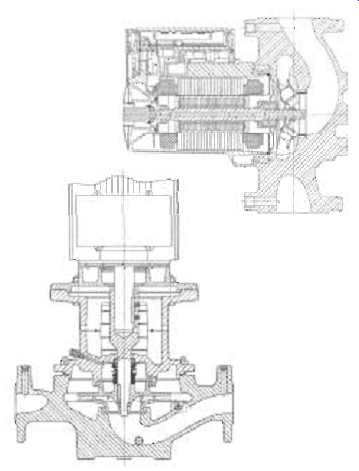
Fig. 1 Central heating circulator pumps with inline connections. The upper
illustration is the "wet" type. The lower illustration is the conventional
dry motor.
Next: Pump types--part 2 (Rotodynamic)
Home Comprehensive
Pumping Manual top of page