AMAZON multi-meters discounts AMAZON oscilloscope discounts
THE NEED FOR MAINTENANCE SKILLS TRAINING
The skill level of maintenance personnel in most companies is well below industry standards.
Technical Training Corporation has assessed the skill levels of thousands of maintenance personnel in the United States and Canada and found 80 percent scored less than 50 percent of where they should be in the basic technical skills needed to perform their jobs. The literacy level of maintenance personnel is also a problem. In some areas of the United States up to 40 percent of maintenance personnel in a plant are reading below the eighth-grade level. After performing the FOG index, we find the reading level for mechanical maintenance personnel should be the twelfth-grade level and for electrical maintenance personnel, the fourteenth-grade level (associate degree).
The Department of Education, with the Bureau of Census, funded a survey in 1994 to determine how training impacts productivity. The results are as follows:
_ Increasing an individual's educational level by 10 percent increases productivity by 8.6 percent.
_ Increasing an individual's work hours by 10 percent increases productivity by 6.0 percent.
_ Increasing capital stock by 10 percent increases productivity by 3.2 percent.
So, how can the skill levels of maintenance personnel be improved?
A properly developed and implemented maintenance skills assessment and training program is the solution. The training must be focused to give results as quickly as possible but also must meet a plant's long-term goals. We must accept nothing less than a program that works. A company and its personnel must be commit ted 100 percent to a maintenance skills training program in order for it to be successful. Companies that have been successful in maintenance skills training have made the necessary monetary commitment and the higher echelons of management have had the necessary patience.
There are concerns that a maintenance-training program may be successful only from a training perspective and not actually carry over into the workplace. Skill increases that are not utilized properly will result in no changes. Once an individual is trained in a skill, he must be provided with the time and tools to perform this skill and be held accountable for his actions.
MAINTENANCE SKILLS FACTS
Let us face the facts about maintenance skills:
1. Most companies do not have fully skilled maintenance personnel.
2. You cannot fire everyone that is incompetent.
3. Hiring skilled maintenance personnel is difficult.
4. Most of the repetitious equipment problems that cost companies billions of dollars a year are a direct result of skill deficiencies.
5. A person that feels competent is a better worker and is motivated more easily.
6. Often maintenance personnel are disciplined because of skill deficiency, not because of a lack of concern or commitment.
7. People become frustrated or stressed when they do not know the proper way to do a specific task.
8. Companies spend millions of dollars a year on maintenance training without regard to what results to expect from it or without a way of measuring the results.
The development and implementation of a maintenance skills training program must be part of a well-developed strategy. Since every plant is unique with regard to its equipment, personnel, social climate, and skill levels, we cannot have any preconceived ideas when we begin the development of a training program.
STEPS TO A SUCCESSFUL TRAINING PROGRAM
1. Obtain commitment from plant, production, and maintenance management. They must all understand that this process does not provide overnight results. They must also understand that they will have to contribute to the success of the program:
_ Plant manager. Must spend money on the training program (labor cost, including possible overtime; developmental cost; instructor cost; material cost).
_ Production manager. Must expect longer downtime to repair machines properly.
_ Maintenance manager. Must juggle breakdowns, scheduling work, and training with personnel.
They must also understand the rewards of the program:
_ Plant manager. Decreased downtime, decreased maintenance cost, increased employee morale.
_ Production manager. Increased production uptime and equipment efficiency.
_ Maintenance manager. Reduced breakdowns, less panic, less stress, better employee morale.
A large building products company with over 100 plants in the United States and Canada found that a business need must be identified before beginning to develop a training program in any facility.
When a plant manager identifies the business need for a maintenance skills program, he will then be committed to that program.
2. Establish baselines in order to track if the training is successful or not. To be valid, a base line must come from an area that has been tracked for a period of at least 12 months. The baseline you use should be tracked on a chart and be explained to all maintenance personnel. A change is normally not seen for at least 6 months. Examples of the different area baselines that could be established are:
_ Maintenance overtime
_ Maintenance parts and supply cost
_ Downtime or uptime
_ Tracking maintenance hours on preventive maintenance, scheduled maintenance, break down maintenance
_ Plant capacity
3. Perform a literacy assessment. The literacy level of your maintenance personnel must be deter mined in order to ensure everyone will at least be able to read and comprehend the training program.
Many maintenance managers state that they don't care if an employee can read, write, or perform math very well as long as he can do his job. We must look beyond personnel doing their jobs well today. If someone has a literacy issue and we don't help that person resolve it, then he will be headed for failure later in life. As technology changes, so will the need for everyone to be able to read, write, and perform mathematics in a maintenance environment.
4. Perform a FOG index. This is one of many ways to determine the reading level of the material a person must read in order to perform his job. Typically, this involves taking samples of the reading material in a specific job and identifying the number of multiple-syllable words in a sentence and the length of sentences. This information is needed in order to identify the literacy requirements of a maintenance person's job.
5. Perform a job task analysis. This identifies exactly what skills and knowledge are needed to perform a specific job tasks. The task analysis must be performed with the use of the maintenance personnel and validated by management. The job task analysis process is used extensively to assess jobs or craft areas at any skill level from new-hire to journeyman. It is designed as an effective and efficient method to capture all current activities in order to determine the tasks, skills, and procedures that must be performed by both employees and management who wish to exhibit successful behavior. Tasks are described in measurable terms in order to quantify those successful behaviors giving management a tool for determining whether the work force is performing as desired or has experienced some type of job distortion. The resulting document provides a comprehensive portrait of the job, department, or craft assessed.
In developing a job-specific duty and task list along with associated conditions and standards, a technical training person should lead this effort. Once the tasks are defined, then the tasks should be rated according to frequency, difficulty, and consequences. The task-to-training matrix can help prioritize which task to train personnel for first, second, and so on.
The information gathered through this process can be used in a variety of ways forming the basis for:
_ Training plan development
_ Curriculum development
_ Pay-for-skills programs
_ Apprenticeship programs
_ Pre-hire interviewing and testing
_ Detailed job descriptions
_ Performance competencies
_ Quality improvement
6. Perform a skills assessment. The maintenance skills assessment is a valuable tool in deter mining the strengths and weaknesses of a given group of employees in order to design a high-impact training program that targets those documented needs. Maintenance personnel have often found it difficult to upgrade their technical skills because much that is available is redundant or does not take their current skill level into consideration. The assessment is designed to eliminate those problems by facilitating the construction of customized training paths for either individuals or the group based upon demonstrated existing knowledge and skills. When used in conjunction with a job task analysis, a gap analysis can be performed to determine what skills are needed in order to perform the job effectively and what skills the work force presently has. Gap analysis also ensures that training is EEOC compliant.
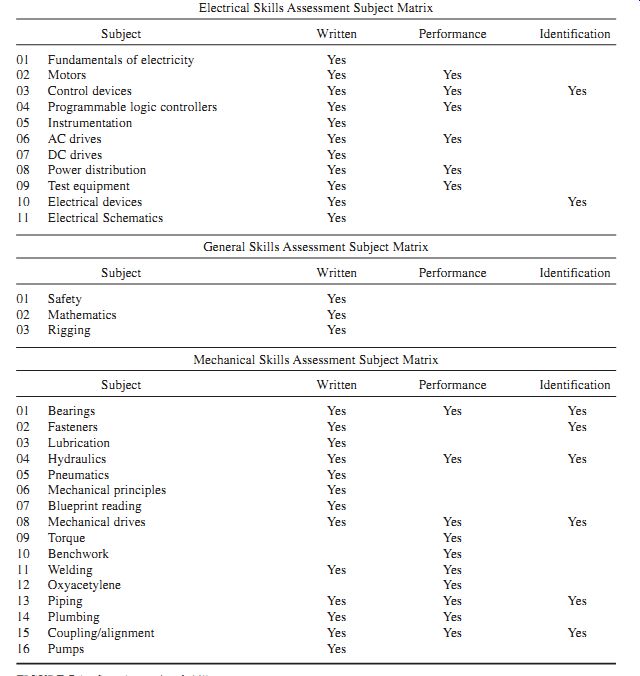
FIGURE 1 Sample matrix of skill areas.
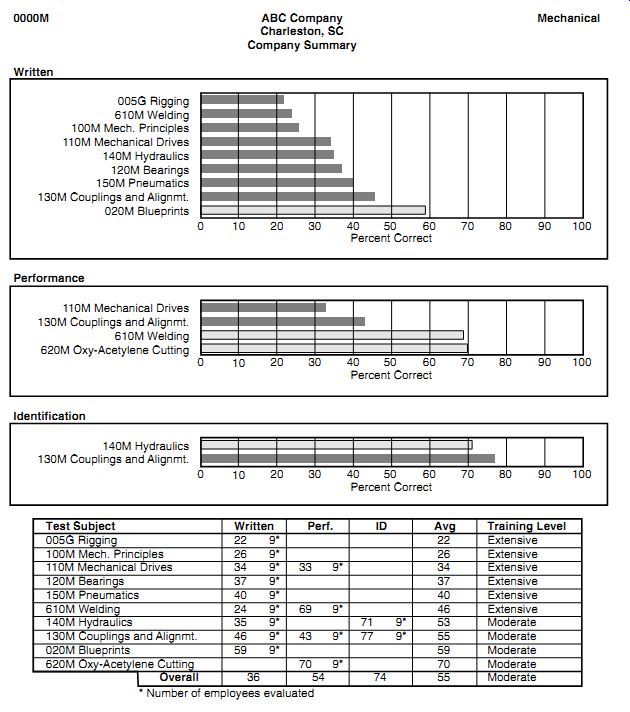
FIGURE 2 Company summary-skills assessment results.
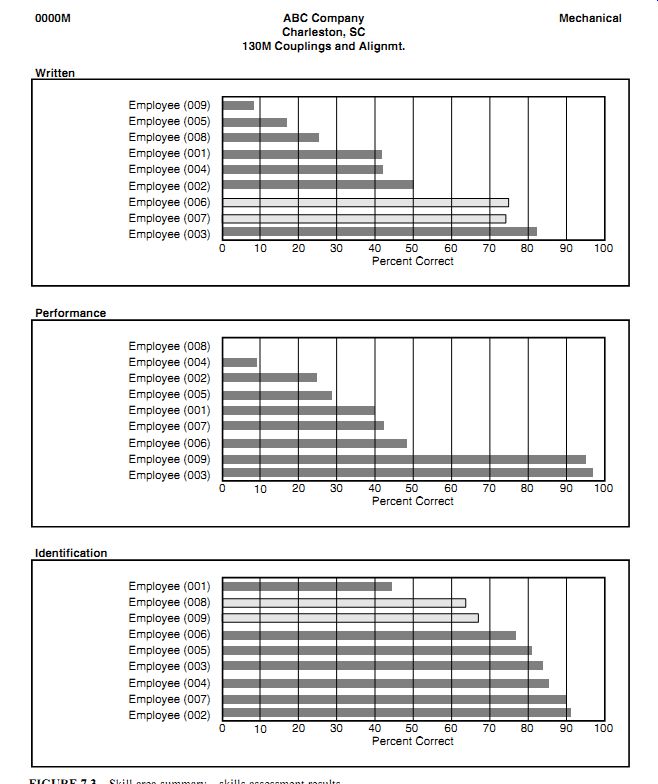
FIGURE 3 Skill area summary-skills assessment results.
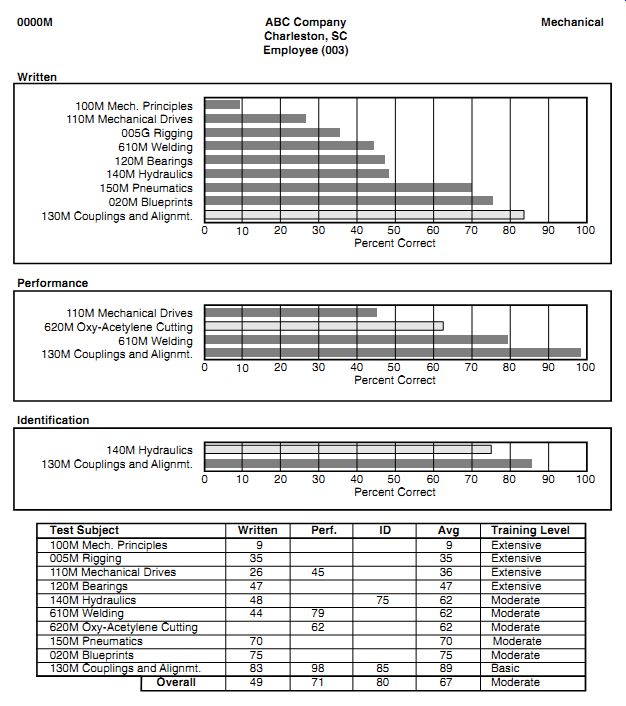
FIGURE 4 Individual summary-skills assessment results.
The skills assessment consists of a series of written tests, performance exercises, and identification activities selected from the skill sets required to perform maintenance in a plant. See Fig. 1. The writ ten tests, administered in multiple choice format, examine an employee's knowledge of the subject.
Theories, principles, fundamentals, vocabulary, and calculation are among the skills tested. In the performance component, employees carry out typical maintenance tasks in accordance with generally accepted work standards. Some skill areas also include oral identification activities in which an employee is asked to name a component and state its use. Components are generally recommended and/or provided by the host organization to ensure relevance.
The written assessment may be proctored by the organization's own personnel. The performance and identification portions should be administered by an external organization, such as a technical college or technical training company, at your site. Utilizing external people to perform an assessment keeps people from having preconceived notions about someone's skill ability.
The resulting data, the gap analysis, should be analyzed and compiled into a series of reports that depict scores in three ways: (1) the company summary, a composite of all personnel tested; (2) test subject results, scores of all personnel tested by subject area; and (3) individual test results, scores of all personnel tested by a person. These results should then be reviewed by management and also with the individuals assessed. For examples, see Figs. 2 to 4.
The assessment report becomes a benchmark study on the status of your existing maintenance work force, which is useful as the tool against which to measure progress or as the profile against which to hire new employees in order to round out the department.
7. Identify the curriculum. Management and your trainer should determine the training curriculum based on the results of the assessment. Normally, we look at the average scores of the individuals in each area and begin training in the areas with the lowest averages first.
8. Provide maintenance personnel with the training plan. This plan should include the following:
_ Training curriculum
_ Training hours
_ Roles and responsibilities of each person
_ How the training will be delivered., i.e., 10 percent classroom, 90 percent hands on
9. Training should be developed on the task analysis and be competency based.
10. Anyone not meeting a competency should be given remedial training.
11. Personnel should be held accountable to use their developed learned skills to the competency identified.
TRAINING FORMATS
How to Get the Training an Organization Needs
Understanding the different training formats and knowing where to get the training an organization needs are sometimes at odds with each other. Let's look at a few types of training that fail:
1. Everyone is a training expert. People that think they understand the human brain and how to develop a work force are deceiving themselves unless they have a B.S. in Education. This degree allows training professionals to determine the best method of training a person in short-term memory (memory that will be eliminated from the brain after a short period of time) and long term memory (memory that can be recalled over and over again).
2. Instructors not qualified to train a maintenance work force. The simple question should be asked, Can and will the instructor take the classroom into our facility to help maintenance personnel understand the practical application behind the theory?
3. Management not committed to the skills taught. If a person is trained in a specific skill but is not allowed to practice the skill, then training has failed to meet the business need of the organization.
4. Maintenance personnel do not have the prerequisites to learn a skill. Sending a maintenance per son to hydraulics training without good math skills and an understanding of mechanical principles sets up the person for failure.
Advantages and Disadvantages of Each Training Format
1. Technical schools and colleges. Technical schools and colleges are good resources to provide the maintenance skills training required. A company must ensure that a school or college provides their personnel with the training they need and in the manner the company wants the training provided.
Technical schools and colleges frequently have funding available either from their state agency or through government grants. The key to success in this program is that the company must be fully responsible and accountable for the training. Do not expect the school or college to be fully responsible for the success or failure of a maintenance-training program. Here are two real-life examples.
Company A. Company A asked their local technical college to provide them with a maintenance training program. The technical college agreed to provide the maintenance skills training and that their state agency would fund the program. Everything looked great to the plant manager. The only thing required from him was to provide the time for the maintenance personnel to attend the training programs. The technical college began training and thought everything was going well until the plant manager decided he wanted to attend a training session. He attended the final class on dial indicator coupling alignment. The next week the plant manager noticed two mechanics aligning an electric motor and saw they were not performing the alignment as they had been trained.
He became very upset and canceled the training program with the technical college citing they did not train his personnel adequately. The actual problem we found later was that the college trained the mechanics on a procedure that the plant did not have the tools to perform properly. The maintenance supervisor also told his mechanics when they returned from class to forget what they learned in class and just perform the coupling alignment as he had shown them. This is a typical situation that happens many times each year all over the United States. A company must be involved in the development of a maintenance-training program, including how a subject is taught, what is taught, and that it is taught to the requirements of the company's equipment.
Company B. The vice president of economic development at a technical college in Georgia, was asked by a company to provide maintenance training to its mechanics. The vice president asked the company exactly what was the expected outcome of a maintenance-training program. The company stated it wanted a training program to upgrade the skill level of its maintenance personnel. Following the guidance of the vice president the company representative first obtained the commitment of management to proceed with the training development and implementation. Next, the training staff from the technical college performed a job task analysis. This staff then modified a maintenance skills assessment developed by the state of Georgia. A maintenance assessment was performed to assess the knowledge and skill level of the maintenance mechanics. The results of the skills assessment was then reviewed with management, and a training curriculum was developed based on the needs identified. Next, the assessment results were reviewed with each mechanic stating his strengths and areas needing improvement. The training established was based on the curriculum, and the training was performance based with the plant's equipment and problems in mind. The company frequently reviewed with the vice president the task and competencies each person would be trained in, how the training would be given, and any specific equipment the company wanted to emphasize in this training. This training program grew as more and more companies heard about it. This is a successful program because not only was the technical college committed to providing quality training, but the company was involved in the training at all times. A company must be held accountable for the training of its personnel, along with the training provider.
2. Contract training. Hiring a training firm to provide a company with the maintenance skills training its personnel needs works very well. When reviewing a company to use to provide maintenance skills training, ask for references and visit a plant where the training has been in place for at least a year. Once you are satisfied with the references of this firm, then have it give a proposal that answers the following questions:
_ How will the firm develop the training?
_ What training format will the firm use, i.e., hands-on (performance-based) or classroom format?
_ How will the firm determine the skill and knowledge level of the maintenance person?
_ What are the firm's roles and responsibilities in the upgrading of the skill level in this training program?
_ How will the firm deal with personnel that have learning problems?
A company that is dedicated to maintenance skills training should be able to resolve all the above issues, as it will have the experience and knowledge to implement a very successful training pro gram. Many times a training firm is overlooked because of cost, but the cost of having training implemented wrong is much more costly than paying someone to do it right the first time. The main advantage of a training firm is that it must be successful or it will not be in business very long whereas a college or school does not have to be concerned with this issue. Think of building your own house from the ground up. The smart person hires the most reputable contractor to handle the entire job, and then follows the progress all the way through. Most people and companies do not possess the skills to implement their own programs.
3. Vendor training. There are two types of vendor training. One involves the use of a local vendor to provide free seminars on its product line. This type of training can be good for product review and understanding but will not work when looking at upgrading the skill level of your maintenance personnel. This type of training is needed because there are products that can cause serious problems if maintenance personnel do not utilize them properly. Equipment manufacturers provide the second type of vendor training. This type of training is very important to the successful maintenance of any new equipment. However, it is of concern that the maintenance personnel being trained may not have the prerequisite skills to understand the training provided to them. If you plan to use equipment vendor training, then someone must identify the prerequisite skills needed to understand how to troubleshoot and maintain a piece of equipment. Next, an equipment vendor must provide the course outline and objectives. This ensures that the training will be professional and not something an instructor gives from memory.
4. Workshops. Workshops are good training sources when they are tailored to meet a company's needs. Tailoring a workshop to a specific plant ensures that attendees will have a better chance of gaining knowledge and skill from the workshop. Workshops that are not tailored can still be useful if the objectives meet the attendees' needs. A person must have the prerequisite knowledge and skill for a specific workshop in order to increase his knowledge and skill in a specific area.
5. Other methods. There are many other methods a company may use that will provide a successful training program. Some of these methods are peer coaches/training, in-house training, and self-instructional training. A combination of these programs works very well depending upon a company's specific needs. The thing to remember is that every plant and situation may be different, and personnel require a tailored program to meet their specific needs.
In conclusion, a company that seeks a successful maintenance-training program must be com mitted and understand that to develop and implement a program takes time and money, but the rewards are far beyond the cost associated to them. Always remember, one of the principles of adult learning is that a person must see or do something 7 to 21 times in order to retain the information.
PREV | NEXT | Article Index | HOME