AMAZON multi-meters discounts AMAZON oscilloscope discounts
Good maintenance is good business. The prime motivator in manufacturing, especially as it pertains to equipment maintenance, is to keep production running in high gear.
Competition mandates it. Maintenance directly affects the productivity, quality, and direct costs of production. Yet, today the most commonly practiced approach to maintenance continues to be purely reactive (i.e., an almost universal focus on equipment breakdowns). This breakdown maintenance mentality stands in direct opposition to the target of high productivity. The postmortem being that production stops and the maintenance department draws exceptional and unwanted visibility created by the extraordinary costs that such practices incur in terms of competitiveness and real dollars.
==
Goal Asset Optimization to:
•Improve throughput
•Lower cost
•Improve quality
#1 Capacity provider; Organization and People Excellence; Practices MRO Materials Management Maintenance Management Systems Capital Project Management Focus Area Effective Use of Maintenance Resources to Drive Down Maintenance Cost
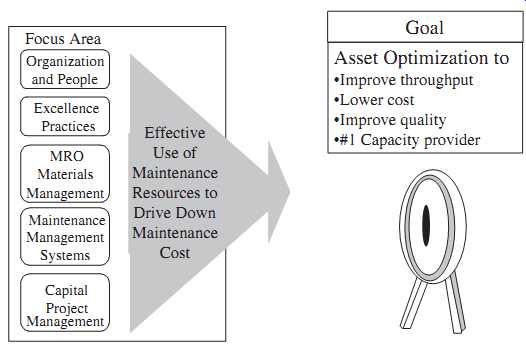
FIG. 1 Components of world-class maintenance.
==
WHAT IS WORLD-CLASS MAINTENANCE?
To keep production in high gear-and to survive-manufacturers are increasingly obliged to move from a breakdown maintenance mindset toward a concept of proactive maintenance organized around a well-trained staff, within a carefully defined plan, and with meaningful participation of employees outside of what is normally thought of as traditional maintenance. It's a move toward a total team approach of effective preventive maintenance and total quality management (TQM).
At the core of world-class maintenance is a new partnership among the manufacturing or production people, maintenance, engineering, and technical services to improve what is called overall equipment effectiveness (OEE). It’s a program of zero break downs and zero defects aimed at improving or eliminating the six crippling shop-floor losses:
- • Equipment breakdowns
- • Setup and adjustment slowdowns
- • Idling and short-term stoppages
- • Reduced capacity
- • Quality-related losses
- • Startup/restart losses
A concise definition of world-class maintenance is elusive, but improving equipment effectiveness comes close. The partnership idea is what makes it work.
FIVE FUNDAMENTALS OF WORLD-CLASS PERFORMANCE
World-class maintenance stresses the basics of good business practices as they relate to the maintenance function. The five fundamentals of this approach include improving equipment effectiveness, involving operators in daily maintenance, improving maintenance efficiency and effectiveness, educating and training, and designing and managing equipment for maintenance prevention.
Improving Equipment Effectiveness
In other words, looking for the six big losses, finding out what causes your equipment to be ineffective, and making improvements.
Involving Operators in Daily Maintenance
This does not necessarily mean actually performing maintenance. In many successful programs, operators don’t have to actively perform maintenance. They are involved in the maintenance activity--in the plan, in the program, in the partnership, but not necessarily in the physical act of maintaining equipment.
Improving Maintenance Efficiency and Effectiveness
In most world-class organizations, the operator is directly involved in some level of maintenance. This effort involves better planning and scheduling, better preventive maintenance, predictive maintenance, reliability-centered maintenance, spare parts equipment stores, tool locations--the collective domain of the maintenance department and the maintenance technologies.
Educating and Training
This is perhaps the most important task in the world-class approach. It involves every one in the company: Operators are taught how to operate their machines properly and maintenance personnel to maintain them properly. Because operators will be per forming some of the inspections, routine machine adjustments, and other preventive tasks, training involves teaching operators how to do those inspections and how to collaborate with maintenance. Also involved is training supervisors on how to super vise in a proactive-type team environment.
Designing and Managing Equipment for Maintenance Prevention
Equipment is costly and should be viewed as a productive asset for its entire life.
Designing equipment that is easier to operate and maintain than previous designs is a fundamental part of proactive performance. Suggestions from operators and maintenance technicians help engineers design, specify, and procure equipment that is more effective. By evaluating the costs of operating and maintaining the new equipment throughout its life cycle, long-term costs will be minimized. Low purchase prices don’t necessarily mean low life-cycle costs.
COMPETITIVE ADVANTAGE
In most companies today, management is looking for every possible competitive advantage. Companies focus on total quality (TQC, TQM), just-in-time (JIT), and total employee involvement (TEI) programs. All require complete management commitment and support to be successful. Consider the following questions regarding com petition and maintenance:
• Is it possible to produce quality products on poorly maintained equipment?
• Can quality products come from equipment that is consistently out of specification or worn to the point that it cannot consistently hold tolerance?
• Can a JIT program work with equipment that is unreliable or has low availability?
• Can employee involvement programs work for long if management ignores the pleas to fix the equipment or get better equipment so a world-class product can be delivered to the customer on a timely basis, thus satisfying the employee concerns and suggestions?
Proactive maintenance management can help improve reliability, maintainability, operability, and profitability, but achieving these goals requires the talents and involvement of every employee. Through autonomous activities, in which the operator is involved in the daily inspection and cleaning of his or her equipment, companies will discover that the most important asset in achieving continuous improvement is people.
Companies are beginning to realize that the management techniques and methods previously used to maintain equipment are no longer sufficient to compete in world markets. Attention is beginning to focus on the benefits of proactive maintenance, yet the number of companies that have successfully implemented new maintenance management methods is relatively small. The reason is that many companies try to use tools, such as predictive maintenance, to compensate for an immature or dysfunctional maintenance operation. They fail to realize that achieving world-class performance is an evolutionary step, not a revolutionary one. To fully understand the character of world-class maintenance, it’s necessary to consider the evolution of a typical quality program.
===
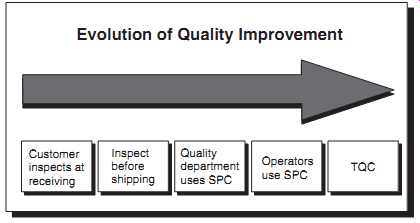
FIG.
2 The various stages of the quality maturity continuum. Evolution of
Quality Improvement : Customer inspects at receiving--- Inspect before
shipping ---Quality department uses SPC --- Operators use SPC--- TQC
===
FOCUS ON QUALITY
In FIG. 2, the various stages of a quality improvement program are highlighted along the bottom of the arrow. In the early days, a company would ship almost any thing to the customer. If the product did not meet customer standards, nothing was done about it until the customer complained and shipped it back; however, this approach eventually became costly when competitors would ship products that the customer would accept because there was no quality problem. Complacency sabotaged competitiveness. To stay in the game, the company was forced to make changes in the way it did business.
The second step was to begin inspecting the product in the final production stage or in shipping just before it was loaded for delivery to the customer. Because this approach reduced the number of customer complaints, it was better than before and the company realized that it was expensive to produce a product only to reject it just before it was shipped. In effect, they were shooting themselves in the foot. It was far more economical to find the defect earlier in the process and eliminate running defective material through the rest of the production process.
This led to the third step in quality system maturity-the development of the quality department. This department's responsibility was to monitor, test, and report on the quality of the product as it passed through the plant. At first, this approach seemed to be much more effective than before, with the defects being found earlier, even to the point of statistical techniques being used to anticipate or predict when quality would be out of limits; however, there were still problems. The more samples the quality department was required to test, the longer it would take to get the results back to the operations department. It was still possible to produce minutes', hours', or even shifts' worth of product that was defective or out of tolerance before anyone called attention to the affected piece of equipment.
Solving this problem led to the fourth step-training the operators in the statistical techniques necessary to monitor and trend their own quality. In this way, the phrase "quality at the source" was coined. This step enabled the operator to know down to the individual part when it was out of tolerance, and no further defective components were produced. This approach eliminated the production of any more defects and pre vented rework and expensive downstream scrap; however, circumstances beyond the control of the operator still contributed to quality problems, which led to the next step-the involvement of all departments of the company in the quality program.
From the product design phase, through the purchasing of raw materials, to final production and shipping of the product, all involved recognized that producing a quality product for the lowest price, the highest quality, and the quickest delivery was the company's goal. This meant that products were designed for productivity; the materials used to make the product had to be of the highest quality; and the production process had to be closely monitored to ensure that the final product was perfect. The company had evolved to the world-class stage of maturity.
FIG. 3 Evolution of maintenance. (image coming soon)
FOCUS ON MAINTENANCE
How does this path to maturity relate to the path to maturity for asset or equipment maintenance? FIG. 3 compares the two. In stage 1 of the path to world-class performance, the equipment is not maintained or repaired unless the customer (i.e., operations, production, or facilities) complains that it’s broken. Only then will the maintenance organization work (or in some cases be allowed to work) on the equipment. In other words, "if it ain't broke, don't fix it."
Over time, companies began to realize that when equipment breaks down it always costs more and takes longer to fix than if it was maintained on a regularly scheduled basis. This cost is compounded when the actual cost of downtime is calculated. Companies began to question the policy, understanding that it’s cost effective to allow the equipment to be shut down for shorter periods for minor service to reduce the frequency and duration of breakdowns. This leads to the second step on the road to pro active maintenance-establishing a good preventive maintenance program or building on one already in place.
This step allows for the inspection and routine servicing of the equipment before it fails and results in fewer breakdowns and equipment failures. In effect, the product is inspected before the "customer" gets it. Some of the techniques of preventive maintenance include routine lubrication and inspections for major defects.
This second step, while producing some results, is not sufficient to prevent certain types of failures. The third step, then, is to implement predictive and statistical techniques for monitoring the equipment. The most common of these techniques are the following:
• Vibration analysis
• Tribology
• Thermographic or infrared temperature monitoring
• Nondestructive testing
• Ultrasonics
The information produced from proper utilization of these techniques reduces the number of breakdowns to a low level, with overall availability being more than 90 percent. At this point, the "hidden" problems are discovered before they develop into major problems; however, the quest for continuous improvement emphasizes the need to do better. This leads to the fourth step-involvement of the operators in maintenance activities.
This step does not mean that all maintenance activities are turned over to the operators. Only the basic tasks are included, such as some inspection, basic lubrication, adjusting, and routine cleaning of equipment. The rationale for having operators involved in these activities is that they know best when something is not right with the equipment. In actual practice, the tasks they take over are the ones that the maintenance technicians have trouble finding the time to do. Freed of the burden of doing some of the more routine tasks, the maintenance technicians can concentrate on refining the predictive monitoring and trending of the equipment. They also will have more time to concentrate on equipment failure analysis, which will prevent future or repetitive problems on the equipment. This step increases not only the availability of the equipment but also reliability over its useful life.
The last step of the evolution process is involving all employees in solving equipment problems, thereby increasing equipment effectiveness. The most common method is the use of cross-functional teams formed of members from various organizational disciplines to produce total solutions for these problems. Through team-building training, the team members learn the function, need, and importance of each team member, and in a spirit of understanding and cooperation allow for production and service to reach world-class standards.
To reach these goals, certain resources must be in place or accounted for. They can be divided into three main categories: (1) management support and understanding, (2) sufficient training, and (3) allowance for sufficient time for evolution. If not in place, the lack of these resources becomes an obstacle to achieving the goals of world-class performance.
Management support. Management must completely understand the true goal of the program and back it. If management begins the program by emphasizing its desire to eliminate maintenance technicians, they have failed to understand the program's true purpose. The real goal is to increase overall equipment effectiveness, not reduce the labor head-count. Without management understanding of the true goal of asset utilization, the program is doomed to failure.
Sufficient skills training. It must be given on at least two different levels. The first addresses the increased skills required for the maintenance technicians.
The technicians will be trained in advanced maintenance techniques, such as predictive maintenance and equipment improvement. They also must have extensive training and guidance in data analysis to prepare them to find and solve equipment failure and effectiveness problems. Refresher training in the fundamentals of sound equipment maintenance methods is also considered a vital part of the program. Second, operators must be trained to do basic maintenance on their equipment in areas such as inspections, adjustments, bolt tightening, lubrication, and proper cleaning techniques. Also, before doing any repairs, operators must receive training to be certified to do the assigned tasks.
Without proper training in selected skills, the equipment's effectiveness will decrease. The degree of operator involvement must also fit with the company culture. Additional training for work groups, leadership, engineers, planners, and others is a vital part of the proactive work culture.
Allowing enough time for evolution to occur. The change from a reactive program to a proactive program will take time. By some estimates, it may be a three- to five-year program to achieve a competitive position. By failing to understand this point, many managers condemn their programs to failure before they ever get started.
Successful world-class programs focus on specific goals and objectives. When the entire organization understands the goals and how they affect the company's competitiveness, the company will be successful. The five central objectives are to:
• Ensure equipment capacities.
• Develop a program of maintenance for the entire life of the equipment.
• Require support from all departments involved in the use of the equipment or facility.
• Solicit input from employees at all levels of the company.
• Use consolidated teams for continuous improvement.
Ensuring equipment capacity emphasizes that the equipment performs to specifications. It operates at its design speed, produces at the design rate, and yields a quality product at these speeds and rates. The problem is that many companies don’t even know the design speed or rate of production of their equipment. This allows management to set arbitrary production quotas. A second problem is that over time, small problems cause operators to change the rate at which they run equipment. As these problems continue to build, the equipment output may be only 50 percent of what it was designed to be. This will lead to the investment of additional capital in equipment, trying to meet the required production output.
Implementing a program of maintenance for the life of the equipment is analogous to the popular preventive and predictive maintenance programs that companies presently use to maintain their equipment, but with a significant difference-it changes just as the equipment changes. All equipment requires different amounts of maintenance as it ages. A good preventive/predictive maintenance program considers these changing requirements. Monitoring failure records, trouble calls, and basic equipment conditions can help modify the program to meet the changing needs of the equipment.
A second difference is that world-class maintenance involves all employees, from shop floor to top floor. The operator may be required to perform basic inspecting, cleaning, and lubricating of the equipment, which is really the front-line defense against problems. Upper managers may be required to ensure that maintenance gets enough time and budget to properly provide any service or repairs required to keep the equipment in good condition so that it can run at design ratings. Requiring the support of all departments involved in the use of the equipment or facility will ensure full cooperation and understanding of affected departments. For example, including maintenance in equipment design/purchase decisions ensures that equipment standardization will be considered. The issues surrounding this topic alone can contribute significant cost savings to the company. Standardization reduces inventory levels, training requirements, and startup times. Proper support from stores and purchasing can help reduce downtime, but more important, it will aid in optimizing spare parts inventory levels, thus reducing on-hand inventory.
Soliciting input from employees at all levels of the company allows employees to con tribute to the process. In most companies, this step takes the form of a suggestion program, but it needs to go beyond that; it should include an open-door management policy. This indicates that managers, from the front line to the top, must be open and available to listen to and consider employee suggestions. A step further is the response that should be given to each discussion. It’s no longer sufficient to say "That won't work" or "We’re not considering that now." To keep communication flowing freely, reasons must be given. It’s just a matter of developing and using good communication and management skills. Without these skills, employee input will be destroyed at the outset, and the ability to capitalize on the greatest savings generator in the company will be lost.
The more open management is to the ideas of the workforce, the easier it’s for teams to function. Areas, departments, lines, process, or equipment can form these teams.
They will involve the operators, maintenance, and management personnel. Depending on the needs, they will involve other personnel on an as-needed basis, such as engineering, purchasing, or stores. These teams will provide answers to problems that some companies have tried to solve independently for years.
===
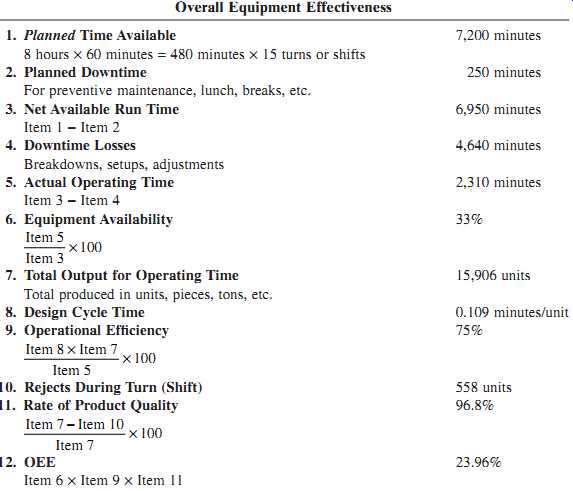
TBL. 1 Twelve-Point Data Collection Process Facilitates Analysis of
OEE Information
Overall Equipment Effectiveness:
1. Planned Time Available 7,200 minutes 8 hours x 60 minutes = 480 minutes x 15 turns or shifts
2. Planned Downtime 250 minutes---For preventive maintenance, lunch, breaks, etc.
3. Net Available Run Time 6,950 minutes Item 1 - Item 2
4. Downtime Losses 4,640 minutes Breakdowns, setups, adjustments
5. Actual Operating Time 2,310 minutes Item 3 - Item 4
6. Equipment Availability 33%
7. Total Output for Operating Time 15,906 units Total produced in units, pieces, tons, etc.
8. Design Cycle Time 0.109 minutes/unit
9. Operational Efficiency 75%
10. Rejects During Turn (Shift) 558 units
11. Rate of Product Quality 96.8% 12. OEE 23.96% Item 6 x Item 9 x Item 11 Item 7 Item 10 Item 7
===
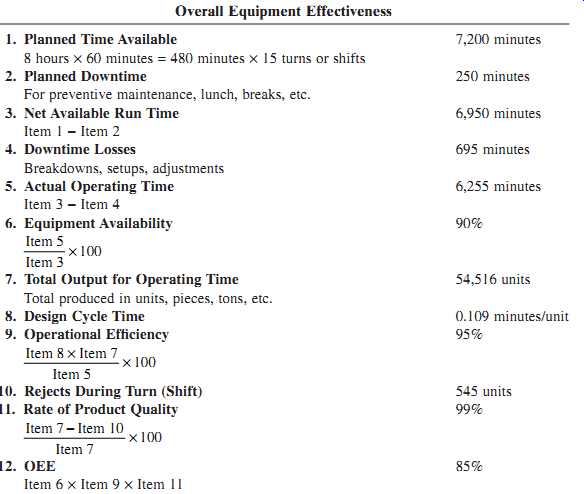
TBL. 2 Overlaying World-Class Standard on the Baseline Data
Overall Equipment Effectiveness:
1. Planned Time Available 7,200 minutes 8 hours x 60 minutes = 480 minutes x 15 turns or shifts
2. Planned Downtime 250 minutes For preventive maintenance, lunch, breaks, etc.
3. Net Available Run Time 6,950 minutes Item 1 - Item 2
4. Downtime Losses 695 minutes Breakdowns, setups, adjustments
5. Actual Operating Time 6,255 minutes Item 3 - Item 4
6. Equipment Availability 90%
7. Total Output for Operating Time 54,516 units Total produced in units, pieces, tons, etc.
8. Design Cycle Time 0.109 minutes/unit
9. Operational Efficiency 95%
10. Rejects During Turn (Shift) 545 units 11. Rate of Product Quality 99% 12. OEE 85% Item 6 x Item 9 x Item 11 Item 7 Item 10 Item 7
===
OVERALL EQUIPMENT EFFECTIVENESS
Overall equipment effectiveness (OEE) is the benchmark used for world-class maintenance programs. The OEE benchmark is established by measuring equipment performance. Measuring equipment effectiveness must go beyond just the availability or machine uptime. It must factor in all issues related to equipment performance. The formula for equipment effectiveness must look at the availability, the rate of performance, and the quality rate. This allows all departments to be involved in determining equipment effectiveness. The formula could be expressed as:
Availability x Performance Rate x Quality Rate = OEE
The availability is the required availability minus the downtime, divided by the required availability. Expressed as a formula, this would be:
Required Availability Downtime Required Availability; Availability -, x= 100
The required availability is the time production is to operate the equipment, minus the miscellaneous planned downtime, such as breaks, scheduled lapses, meetings, and so on. The downtime is the actual time the equipment is down for repairs or changeover.
This is also sometimes called breakdown downtime. The calculation gives the true availability of the equipment. This number should be used in the effectiveness formula.
The goal for most companies is greater than 90 percent.
The performance rate is the ideal or design cycle time to produce the product multi plied by the output and divided by the operating time. This will give a performance rate percentage. The formula is:
Design Cycle Time Output Operating Time Performance Rate x, x= 100
The design cycle time or production output will be in a unit of production, such as parts per hour. The output will be the total output for the given period. The operating time will be the availability value from the previous formula. The result will be a percentage of performance. This formula is useful for spotting capacity reduction breakdowns. The goal for world-class companies is greater than 95 percent.
The quality rate is the production input into the process or equipment minus the volume or number of quality defects divided by the production input. The formula is:
Production Input Quality Defects Production Input Quality Rate -, x= 100
The product input is the unit of product being fed into the process or production cycle.
The quality defects are the amount of product that is below quality standards (not rejected; there is a difference) after the process or production cycle is finished. The formula is useful in spotting production-quality problems, even when the customer accepts the poor-quality product. The goal for world-class companies is higher than 99 percent. Combining the total for these goals, it’s seen that:
90% x 95% x 99% = 85%
To be able to compete for the national total productive maintenance (TPM) prize in Japan, the equipment effectiveness must be greater than 85 percent. Unfortunately, the equipment effectiveness in most U.S. companies barely breaks 50 percent. It’s little wonder that there is so much room for improvement in typical equipment maintenance management programs.
A plastic injection molding plant had a press with the following statistics:
• The press was scheduled to operate 15 eight-hour shifts per week.
• This gave a total possibility of 7,200 minutes of run time per week.
• Planned downtime for breaks, lunches, and meetings totaled 250 minutes.
• The press was down for 500 minutes for maintenance for the week.
• The changeover time was 4,140 minutes for the week.
• The total output was 15,906 pieces.
• The design cycle time was 9.2 pieces per minute.
• There were 558 rejected pieces for the week.
• What is the OEE for the press for the week in question?
A form to collect and analyze OEE information is pictured in TBL. 2. The equipment availability is calculated in the first section of the form. The gross time available for the press is entered in line 1. The planned downtime, which involves activities that management sets a priority on and cannot be eliminated, is entered in line 2 (the 250 minutes for the week). The net available time for operation is entered in line 3 (this is actually line 1 minus line 2). The downtime losses, which are all unplanned delays, are entered in line 4. This would include maintenance delays, changeovers (which can be minimized), setups, adjustments, and so on. The actual time the press operated is entered on line 5 (this is the difference between lines 3 and 4). The equipment availability (line 6) is line 5 divided by line 3 times 100 percent.
The OEE is calculated in the next section. The total output for the operating time is entered in line 7. The actual design cycle time (this number must be accurate) is entered on line 8. The operational efficiency is calculated and entered on line 9. The operational efficiency is line 7 (the total output) times line 8 (design cycle time) divided by line 5 (the actual operating time) times 100 percent. This number should be evaluated carefully to ensure that the correct design capacity was used. If the percentage is high or exceeds 100 percent, then the wrong design capacity was probably used.
The quality rate is determined by the total output for the operating time (line 7) minus the number of rejects for the measured period (line 10) divided by the total output (line 7) times 100 percent. In the sample, the availability is 33 percent; the operational efficiency is 75 percent; and the quality rate is 96.8 percent. The OEE for the press for the week is 23.96 percent.
What do these conditions mean? What do the indicators show the typical manufacturer? The answers are evident when a second model using the same press is examined. In TBL. 2, the parameters are set at world-class standards to give an OEE of 85 percent. As can be quickly observed, the major improvement is in the total output for the operating time (line 7).
The press now will make 54,516 parts, compared to 15,348 with the 23.96 percent OEE. Because the resources to make the parts (labor and press time) are the same, it makes the company more products and ultimately more profits. With the press operating at an OEE of 85 percent, the same productivity results as if 3.5 presses were running at the 23.96 percent OEE. The potential for increased profitability and ultimate competitiveness is staggering.
Proactive maintenance can have a positive impact on any company's productivity and profitability, as long as the entire organization is willing to change its culture and the way in which day-to-day business is conducted.
===
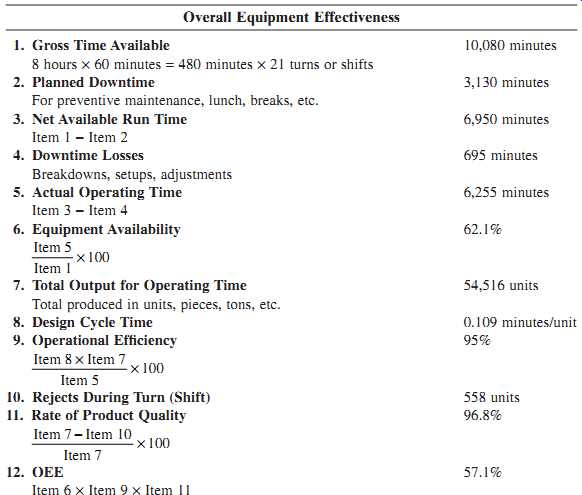
TBL. 3 Adjusted to Physical Time Available, World-Class Is Not So Good
Overall Equipment Effectiveness
1. Gross Time Available 10,080 minutes 8 hours x 60 minutes = 480 minutes x 21 turns or shifts
2. Planned Downtime 3,130 minutes For preventive maintenance, lunch, breaks, etc.
3. Net Available Run Time 6,950 minutes Item 1 - Item 2
4. Downtime Losses 695 minutes Breakdowns, setups, adjustments
5. Actual Operating Time 6,255 minutes Item 3 - Item 4
6. Equipment Availability 62.1%
7. Total Output for Operating Time 54,516 units Total produced in units, pieces, tons, etc.
8. Design Cycle Time 0.109 minutes/unit
9. Operational Efficiency 95%
10. Rejects During Turn (Shift) 558 units 11. Rate of Product Quality 96.8% 12. OEE 57.1% Item 6 x Item 9 x Item 11 Item 7 Item 10 Item 7
===
ELEMENTS OF EFFECTIVE MAINTENANCE
The first hurdle to overcome before pitching maintenance improvement to upper management is taking a close look at where you are now in terms of corporate culture and willingness to change. Once this has been assessed and the program's starting point set, the next hurdle is selling upper management on the long-term positive effect on the overall bottom line. It will take not only an environment in which you have the technical expertise but also a climate in which people are excited enough to become involved and want to make a contribution. Most of the ongoing improvement activities depend primarily on employee involvement and employees taking owner ship of equipment and processes.
Employee empowerment and involvement are essential to effective maintenance, and it will take top management commitment, an adequate budget, and changes in corporate culture to make it happen. Unless workers are given the power to act on problems; unless they are given the opportunity to become involved; and unless they are given the authority to make things happen, total productive maintenance will be a futile effort at best.
Commitment
The importance of management commitment in a maintenance improvement program is that proactive maintenance is an empowering process. As such, one of the most difficult things to struggle with on a day-to-day basis is convincing workers that (1) they are empowered to do things that before they weren't and, (2) management is serious about change.
The problem of empowerment is one of getting the workers to test the water in order to convince them that their ideas are important, that they are now decision makers in the company, and that management is there to back them up. Management commitment can be exhibited in the following ways:
• By being accessible, on the factory floor and in the office.
• By sending improvement teams to national conferences. This sends the message that management is willing to invest in its people; production workers seldom get the opportunity to attend conferences of any kind.
• By staying involved, taking an active interest in what the improvement teams are doing on the plant floor.
• By keeping visibility high: publishing articles in company newsletters, recognizing significant achievements, keeping communication channels fluid and open, and providing the means to have workers' voices heard.
• By demonstrating that management has a team mindset, as opposed to an autocratic one.
• By providing an environment in which management is open to change and willing to permit workers to plan for and implement change.
Cost
Like all other programs, maintenance improvement comes with a price tag. From the very beginning, it must be impressed on senior management that launching a program will cause an initial increase in costs as a result of accelerated maintenance activities, team-building training, and technical training. Startup costs will be incurred in assessing current equipment effectiveness and baseline pilot equipment in the plant.
Introducing the plan to the entire workforce and communicating it on a regular basis will require additional outlays for newsletters, communication centers, and the like.
But the long-term payoffs from proactive maintenance will overwhelm costs. To the extent that downtime of your equipment can be reduced, you are going to save money by keeping production running. To the extent that the performance of your equipment can be enhanced, you are going to maintain throughput, and you are going to improve product quality. To the extent that your equipment is adequately maintained, you are going to keep it in service longer and reduce your capital expenditures.
Culture
Company culture is one of the most critical aspects in determining if the program will be successful. The company that truly believes in using the talents of its people is more likely to have a successful maintenance improvement program than one still hanging onto the autocratic principles of Taylorism. Experience has shown that workers thrive on involvement in an environment where they are treated as productive individuals who have a voice in their workplace.
Productivity is fostered when management is willing to provide the latitude for people to try new things, even if they fail occasionally. Maintenance improvement requires a culture where there is a commitment to change, a commitment to ongoing improvement, and a commitment to treating each individual as a valued employee. Implementation will have a profound, positive effect on the culture of a company. It will change the culture. It will change relationships across organizations of the company.
It will distribute decision making and disperse the authority base.
A definite correlation exists between management style and the culture of an organization. How people are led and managed affects how they feel about the company and how much discretionary effort they contribute. It also affects the health of the company.
Conventional practice in recent years has seen many companies restructure and down size their operations. Those that could not compete successfully are gone. Among those that survived, there is a common denominator: all recognized that they must change, and the change involved the fundamentals of the way they conducted their businesses. In some companies, culture changed dramatically. For most, the new culture evolved. In all, a more participative climate emerged.
Buy-in by everyone in the company is central to creating a climate for proactive maintenance. Each person must recognize the need for change and be dedicated to making it happen. The need for change does not necessarily mean that the company is on the verge of going out of business. It does mean, however, that everyone in the organization must realize that changes are necessary to maintain a competitive advantage, to make the company-and themselves-prosper. Status quo must be seen as a sure way to weaken the company.
There is no magic formula for making changes, but starting at the top of the organization works best. Senior management must have a contagious vision. Each company must develop its own vision, which must be translated into strategy and tactics. Measurable goals and objectives have to be developed. Buy-in and commitment must be gained from everyone in the organization to achieve the vision and, as time goes on, the vision will need to be adjusted to meet new challenges and opportunities. This will cause further changes. This change continuum will become a way of life, because it has no end.
Indicators of successful change in organizations form around certain common characteristics. Change in this context means the company will likely succeed in implementing a strong total productive maintenance program. Some of the characteristics may not be possible in terms of what is practical, but collectively they form a good starting point for understanding where the organization of a company stands.
Customer Focus
The priority of everyone in the maintenance improvement program must be the internal customer. The maintenance department's customer is the machine operator. Operators expect their equipment to be serviced and repaired regularly. The operator's customer is management, who is responsible for throughput rate. This group expects equipment to have zero downtime; the manager's customer is the company's customer, who expects zero-defect products quickly and at competitive cost; the final customer is the owner/shareholder, who expects the company to be profitable and have production-ready assets.
Management Commitment
The bottom line is that management must "walk the talk." Actions must be directed toward improving OEE. Management cannot vacillate in this regard; workers pick up on this and quickly assume that management is not serious.
Change
Change should be taking place on a wide scale. Not all change works, but people should be, and generally are, willing to try new things.
Management Philosophy
Old management styles should disappear and be replaced by more involvement of the workers. Empowered workers believe that they are a vital part of the company.
Risk Taking
Risk should be recognized as a part of the business climate. People should be able to take risks and know that they won’t damage their careers. Because of this approach, problems will be solved quickly.
Information
There should be a good flow of information within the company. People should feel informed and trusted. They should have the information needed to do their jobs and to help in planning the future.
Roles
The role of each person in the company should be clearly defined. Everyone ought to be aware of where he or she must go for help or information.
Teamwork
The organization should foster team spirit. People working cooperatively should relax controls to permit self-direction of tasks and projects.
Strategy
The strategy of the company should be clearly represented in the way resources are intermeshed. Carefully planned integration of technology, organization, and people makes a strong message for the importance of each individual in the organization.
Tasks
The form of the organization should be flexible enough to perform various routine tasks in an effective manner.
Decision Making
The organization should be designed to drive decision making to the lowest level possible. Those who will be personally affected usually make the best decisions. Attention should be placed on an organization that can make decisions quickly.
Stability
To encourage a feeling of belonging and dedication, the organization should not be changed often without good reason. Where a change is required, extensive efforts must be made to accommodate the change and to communicate to all the rationale for the change.
Innovation
The organization should provide for the constant development of innovative approaches to improve, enhance, and strengthen the maintenance improvement process. Much of the grist for this development will come from the shop floor. Let it be heard and recognized.
Trust
The organization should promote a high degree of trust among its employees. One part of the organization must not be pitted against another in an adversarial relation ship. Teamwork and cooperation must prevail throughout the organization.
Problem Solving
The company should have a problem-solving process that is widely understood and used. The common thread binding these characteristics of successful change is the individual worker as the focal point in a team-driven organization. By using people's talents and ideas, not just their physical abilities, a great deal of positive change can be effected.
Those involved with the equipment on a daily basis are the primary equipment stewards, or caretakers, in a proactive culture. The most receptive culture for implementation is one where people at all levels understand the business environment in which they function, why they are there, the company's mission, and what kind and level of competition they are facing or expecting to face. If the workers are prepared to make the changes necessary in terms of their work habits to ensure the long-term survival of the organization, a proactive culture is defined.
Operators have the most knowledge about how a machine or process works. They know what to do to increase the company's profitability at the shop-floor level, to make the company competitive worldwide. That's why it’s absolutely essential that shop-floor workers be involved in the decision-making process, that they have the facts and information at hand to make informed choices. Armed with proper and sufficient information, workers don't have to wait to get something done. They don't have to wait for the process of going up the ladder and then back down. They go across functions, saving a lot of time. Efficiency is the result.
Next>>