AMAZON multi-meters discounts AMAZON oscilloscope discounts
The labor-intensive part of predictive maintenance management is complete. A viable program has been established, the database is complete, and you have begun to monitor the operating condition of your critical plant equipment. Now what?
Most programs stop right here. The predictive maintenance team does not continue its efforts to get the maximum benefits that predictive maintenance can provide.
Instead it relies on trending, comparative analysis, or-in the case of vibration-based programs-simplified signature analysis to maintain the operating condition of the plant. This is not enough to gain the maximum benefits from a predictive maintenance program. In this section, we discuss the methods that can be used to ensure that you gain the maximum benefits from your program and improve the probability that the program will continue.
TRENDING TECHNIQUES
The database that was established in Section 5 included broadband, narrowband, and full-signature vibration data. It also included process parameters, bearing cap temperatures, lubricating oil analysis, thermal imaging, and other critical monitoring parameters. What do we do with this data? The first method required to monitor the operating condition of plant equipment is to trend the relative condition over time. Most of the microprocessor-based systems provide the means of automatically storing and recalling vibration and process parameters trend data for analysis or hard copies for reports. They will also automatically prepare and print numerous reports that quantify the operating condition at a specific point. A few will automatically print trend reports that quantify the change over a selected time frame. All of this is great, but what does it mean?
Monitoring the trends of a machine-train or process system will provide the ability to prevent most catastrophic failures. The trend is similar to the bathtub curve used to schedule preventive maintenance. The difference between the preventive and predictive bathtub curve is that the latter is based on the actual condition of the equipment, not a statistical average.
The disadvantage of relying on trending as the only means of maintaining a predictive maintenance program is that it won’t tell you the reason a machine is degrading. One good example of this weakness is an aluminum foundry that relied strictly on trending to maintain its predictive maintenance program. In the foundry are 36 cantilevered fans that are critical to plant operation. The rolling-element bearings in each of these fans are changed on an average of every six months. By monitoring the trends provided by the predictive maintenance program, the plant can adjust the bearing change-out schedule based on the actual condition of the bearings in a specific fan.
Over a two-year period, no catastrophic failures or loss of production resulted from the fans being out of service. Did the predictive maintenance program work? In their terms, the program was a total success; however, the normal bearing life should have been much greater than six months. Something in the fan or process created the reduction in average bearing life. Limiting the program to trending only, the plant was unable to identify the root-cause of the premature bearing failure. Properly used, your predictive maintenance program can identify the specific or root-cause of chronic maintenance problems. In the example, a full analysis provided the answer. Plate-out or material buildup on the fan blades constantly increased the rotor mass and there fore forced the fans to operate at critical speed. The imbalance created by operation at critical speed was the forcing function that destroyed the bearings. After taking corrective actions, the plant now gets an average of three years from the fan bearings.
ANALYSIS TECHNIQUES
All machines have a finite number of failure modes. If you have a thorough under standing of these failure modes and the dynamics of the specific machine, you can learn the vibration analysis techniques that will isolate the specific failure mode or root-cause of each machine-train problem. The following example will provide a comparison of various trending and analysis techniques.
Broadband Analysis
The data acquired using broadband data are limited to a value that represents the total energy that is being generated by the machine-train at the measurement point location and in the direction opposite the transducer. Most programs trend and compare the recorded value at a single point and disregard the other measurement points on the common-shaft.
Rather than evaluate each measurement point separately, plot the energy of each measurement point on a common-shaft. FIG. 1 illustrates this technique for a Hoffman blower. First, the vertical measurements were plotted to determine the mode shape of the machine's shaft. This plot indicates that the outboard end of the motor shaft is displaced much more than the remaining shaft. This limits the machine problem to the rear of the motor. Based strictly on the overall value, the probable cause is loose motor mounts on the rear motor feet. The second step was plotting the horizontal mode shape. This plot indicates that the shaft is deflected between the pillow block bearings. Without additional information, the mode shaft suggests a bent shaft between the bearings. Even though we cannot identify the absolute failure mode, we can isolate the trouble to the section of the machine-train between the pillow block bearings.
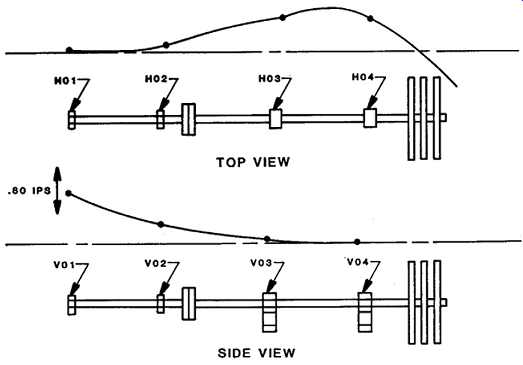
FIG. 1 Horizontal and vertical mode shape shaft.
Narrowband Analysis
The addition of unique narrowbands that monitor specific machine components or failure modes provides more diagnostic information. If we add the narrowband information acquired from the Hoffman blower, we find that the vertical data are primarily at the true running speed of the common-shaft. This confirms that a deflection of the shaft exists. No other machine component or failure mode is contributing to the problem. The horizontal measurements indicate that the blade-pass, bearing defect, and misalignment narrowbands are the major contributors.
As we discussed, fans and blowers are prone to aerodynamic instability. The indication of abnormal vane-pass suggests that this may be contributing to the problem. The additional data provided by the narrowband readings help eliminate many of the possible failure modes that could be affecting the blower; however, we still cannot confirm the specific problem.
Root-Cause Failure Analysis
A visual inspection of the blower indicated that the discharge is horizontal and opposite the measurement point location. By checking the process parameters recorded concurrent with the vibration measurements, we found that the motor was in a no load or run-out condition and that the discharge pressure was abnormally low. In addition, the visual inspection showed that the blower sits on a cork pad and is not bolted to the floor. The discharge piping, 24-inch-diameter schedule 40 pipe, was not isolated from the blower and did not have any pipe supports for the first 30 feet of horizontal run. With all of these clues in hand, we concluded that the blower was operating in a run-out condition (i.e., it was not generating any pressure) and was therefore unstable. This part of the machine problem was corrected by reducing (i.e., partially closing) the damper setting and forcing the blower to operate within acceptable aero dynamic limits.
After correcting the damper setting, all of the abnormal horizontal readings were within acceptable limits. The vertical problem with the motor was isolated to improper installation. The weight of approximately 30 feet of discharge piping compressed the cork pad under the blower and forced the outboard end of the motor to elevate above the normal centerline. In this position, the motor became an unsupported beam and resonated in the same manner as a tuning fork. After isolating the discharge piping from the blower and providing support, the vertical problem was eliminated.
If you followed the suggested steps in Section 5, your predictive maintenance teams receive training on how to use the predictive maintenance system or systems that were selected for your program. In addition, they have been exposed to the theory behind each of the techniques that will be used to employ the data acquired by the systems.
Was it enough to gain maximum benefit from your program?
ADDITIONAL TRAINING
The initial user's training and basic theory won’t be enough to gain maximum benefits from a total-plant predictive maintenance program. You will need to continue the training process throughout the life of the program.
A variety of organizations, including predictive maintenance systems vendors, provide training programs in all of the predictive maintenance techniques. Caution in selecting both the type of course and instructor is strongly recommended. Most of the public courses are in reality sales presentations. They have little practical value and won’t provide the knowledge base required to gain the maximum benefit from your program.
Practical or application-oriented courses are available that will provide the additional training required to gain maximum diagnostic benefits from your program. The best way to separate the good from the bad is to ask previous attendees. Request a list of recent attendees and then talk to them. If reputable firms present the courses, they will gladly provide this information.
TECHNICAL SUPPORT
None of the predictive maintenance technologies is capable of resolving every possible problem that may develop in a manufacturing or process plant. For example, the microprocessor-based vibration systems use single-channel data collectors. These systems cannot monitor transient problems, torsional problems, and many other mechanical failures that could occur. At best, they can resolve 85 to 90 percent of the most common problems that will occur.
To resolve the other 10 to 15 percent of mechanical problems and the other non destructive testing that may occasionally be required to maintain the plant, you will need technical support. Few of the predictive maintenance systems vendors can provide the level of support required. Therefore, you will need to establish contacts with consulting and engineering services companies that have a proven record of success in each of the areas required to support your program. Many consulting and engineering services companies offer full support to predictive maintenance. These companies specialize in the nondestructive testing and analysis techniques required to solve plant problems. Caution in selecting a technical support contractor is recommended. As in training suppliers, there are 10 bad ones for every good one.
CONTRACT PREDICTIVE MAINTENANCE PROGRAMS
The benefits that are derived from a total-plant predictive maintenance provide the means of controlling maintenance costs, improving plant performance, and increasing the profits of most manufacturing and production plants. Unfortunately, many plants don’t have the staff to implement and maintain the regular monitoring and analysis that is required to achieve these goals. There is a solution to this problem.
The proven benefits derived from predictive maintenance and staff limitations at numerous plants have created a new type of service company. Numerous reputable companies now specialize in providing full-capability predictive maintenance services on an annual contract basis. These companies will provide all of the instrumentation, database development, data acquisition, and analysis responsibility and provide periodic reports that quantify plant condition. Using contract predictive maintenance will provide plants with all of the benefits of predictive maintenance without the major expense required to set up and maintain an in-house program.
As stated, numerous reputable companies can provide this service; however, some of these firms claim to provide full predictive maintenance services but don’t actually do so. Extreme caution must be exercised in the selection process. As in the case of selecting a system and vendor for an in-house program, references should be thoroughly checked.