AMAZON multi-meters discounts AMAZON oscilloscope discounts
With numerous process plants employing conveyors of one type or another, it was felt that this text should give at least an introduction to this type of machinery by focusing on one of the more sophisticated executions: steel-belt conveyors.
The use of steel-belt conveyors has spread throughout the processing industries.
Applications of steel-belt conveyors include cooling/solidification, drying, pressing, freezing, baking, and materials conveying.
The steel belt is made from fiat strip steel from a rolling mill, prepared through special techniques that straighten, flatten, and make the ordinary strip suitable for welding into endless bands continuously running around two terminals. The conveyors based on this specialized technology are designed for the processing industries according to the needs of the product and the special needs of the steel belt.
TABLE 1 summarizes a wide variety of steel-belt applications and the important steel-belt properties that make the applications successful. The general categories that are shown in TABLE 1 are material handling, food processing, industrial processing, and presses for particle boards, plastics, and rubber. TABLE 1 also indicates the four major steel-belt grades that are in common use.
The following discussions describe the applications and process for which steel-belt conveyors have been selected as the best of competing alternatives, including the types of materials used for conveyor belts. Throughout this section, the reader will find examples of industries and products where steel belts are being used.
===
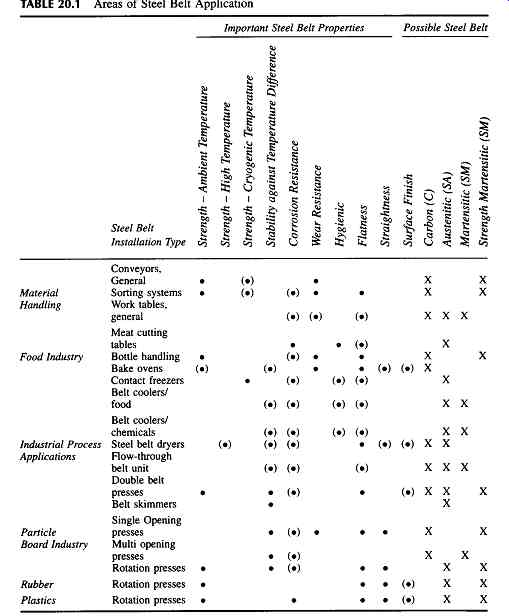
TABLE 1 Areas of Steel Belt Application Important Steel Belt Properties
Possible Steel Belt Conveyors, General Material Sorting systems Handling
Work tables, general Meat cutting tables Food Industry Bottle handling Bake
ovens Contact freezers Belt coolers/ food Belt coolers/ chemicals Industrial
Process Steel belt dryers Applications Flow-through belt unit Double belt
presses Belt skimmers Single Opening Particle presses Board Industry Multi
opening presses Rotation presses Rubber Rotation presses Plastics Rotation
presses
===
BELT GRADES
There are numerous grades of steel that can be rolled and processed to be suitable for use as a conveyor belt. The selection of belt material is governed by the product to be conveyed and the process conditions.
For the large majority of applications, four grades of steel conveyor belts are used:
Austenitic Stainless Steels
American Iron and Steel Institute (AISI) type 301 is available in widths up to 61 inches. For conveyor belt applications, it is cold rolled to a hardness in the range of Vickers Hardness (HV) 380 resulting in a high tensile strength steel in the range of 160,000 psi. This steel has good corrosion resistance and remains stable at temperatures ranging from -200 degree to +400 degree. Due to physical properties (relatively low thermal conductivity and high thermal expansion of austenic stainless steels), the temperature must be kept uniform over the width to avoid thermal distortion, which could affect the product or process. This material has good welding properties; however, the weld must be work hardened to restore hardness and strength in the weld area.
AISI type 316 has a higher nickel content and is alloyed with molybdenum to obtain better corrosion resistance. This material is also cold rolled to increase strength, with maximum hardness in the range of HV 320. Tensile strength is about 130,000 psi at 167dgr. As type 316 is more difficult to produce and has lower mechanical properties, it generally is used only when 301 is unsuitable.
Hardened and Tempered Carbon Steel
This grade approximates AISI 1065 and is available in widths up to 48 inches. After cold rolling it is hardened and tempered through heat treatment to obtain a hardness of about HV 400 and tensile strength up to 180,000 psi at 120 dgr. The hard springy nature of this steel makes it suitable for almost any application where the risk of corrosion is low. It has excellent heat transfer properties and a low coefficient of expansion, making it ideal for heating or baking ovens and many material handling applications where a hard, smooth, wear-resistant belt surface is desirable. Due to the carbon and manganese content and heat treatment of this steel, the welding procedure is rather complicated; however, with proper temperature control and heat treatment of the weld, very good results can be obtained.
Low Carbon Martensitic Stainless
This is a grade characterized by high strength with hardness of HV 350 and tensile strength of about 155,000 psi, with good corrosion resistance and excellent welding properties. This material is furnished in widths up to 61 inches in heat-treated condition. This material has a thermal conductivity slightly better than austenitic grades and a thermal expansion closer to carbon steel, making it more stable against thermal distortion than the austenitic grades. Strength of the weld is very close to the parent strength.
Precipitation-Hardened Stainless Steel
This material is characterized by extra-high tensile strength, high fatigue strength, good corrosion resistance, excellent weld strength, and good repairability. It is available in widths of up to 61 inches and has a hardness of HV 500 with tensile strength up to 240,000 psi. This grade is not suitable for use at low temperatures.
As stated earlier, there are numerous factors to consider in selecting the best belt grade for any given process or product. TABLE 2 gives some of the physical properties of steel-belt materials.
All of the grades mentioned can be longitudinally welded to obtain wider belts.
Depending on the material, the longitudinal welds are made by the same procedure as transverse welds, with work hardening or heat treatment requirements identical.
With existing equipment, it is possible to make up to three longitudinal welds with a maximum width of 180 inches. The length of any belt segment is limited to approximately 300 feet; however, these segments may be transverse welded to produce almost any length.
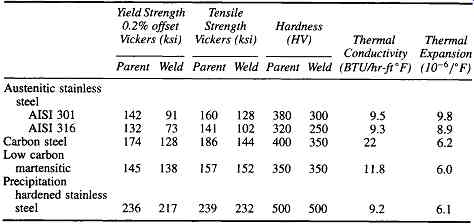
TABLE 2 Selected Physical Properties of Steel Belt Materials
Other specialized treatments of steel belts include perforation, which is usually done to allow air to flow through the belt, but is also used in belt washers and for baking. Polished or matter finishes may be supplied for special product surface effects. A variety of edging or vee-rope guides may be attached to belts for guiding or holding a liquid on the belts.
COOLER/FLAKERS
The most prevalent application of processing on steel belts is for cooling and solidifying molten chemicals. Some of the products presently being processed on steel-belt coolers are listed in TABLE 3.
Steel-belt coolers are also known as flakers. In the case of sulphur solidification, the steel-belt cooler is called a slater, for the 1/4- to 1/2-inch thick fiat sulphur product known as slates.
The competitive device for solidifying chemicals is the drum flaker, a circular, internally cooled drum that has become relatively expensive compared with steel-belt flakers and therefore is not presently used very often for new installations.
Manufacturers of standard steel belt coolers have designs for a variety of belt widths (i.e., 500, 800, 1200, and 1500 mm). Zones or modules in the United States are eight, twelve, or sixteen feet long in the direction of the conveyor. Any number of these zones (within reason) may be combined to give the desired process and the desired capacity.
===
TABLE 3 Products Cooled or Flaked on Steel Belt Conveyors
Anti-oxidants Phthalic anhydride Hot melt adhesives Asphalt and pitch Resins of all types Chocolate Aluminum sulfate Pesticides Sulfur Surfactants Agar-agar Atactic polypropylene Maleic anhydride Stearic acid Animal fat Waxes
===
Cooling a Product on a Steel Belt
In the majority of steel-belt cooler applications, a coolant liquid is sprayed against the underside of the top strand of the conveyor. Temperature of the coolant may be specially selected depending on the nature of the product being carded on the belt, or in some cases, it may be simply whatever is available. Selection of the optimum coolant program is discussed below.
A typical cross section showing coolant impinging on the underside of the belt is pictured in FIG. 1. Volumetric flow rafts are varied from 0.5 to 1.5 gpm per square foot of cooled belt, depending on temperature level, heat transfer from the hot product, and limitations on heating the coolant. The coolant film is scraped off as it passes over periodic cross bars, being immediately restored by the next set of spray nozzles.
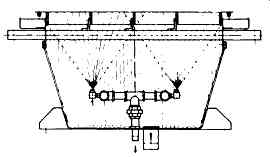
FIG. 1 Cross section showing conveyor cooling water being sprayed on bottom
of belt. (Source." Sandvik Process System, Inc.)
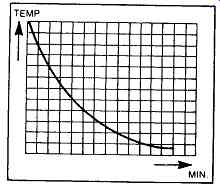
FIG. 2 Product temperature versus time for a cooling conveyor. (Sandvik
Process System, Inc.)
Film coefficients of a variety of spray nozzle types were measured for this configuration as approximately 40 BTU/hr-ft^2 ~ for design flow rates. For thin, thermally conductive products, the coolant film coefficient is relatively important for optimum flaker performance. Good spray nozzle operation must be maintained.
On the other hand, thick insulating products cannot be cooled more rapidly by improvements in coolant film coefficient. The temperature of the product as carried down the conveyor is as shown in FIG. 2. As a rule of thumb for typical belt cooler/flakers, one-half the heat load from the product is absorbed in the first third of the cooling length.
One of the advantages of processing on a conveyor is the ability to put a number of cooling zones or tanks in series. Each zone can be treated differently than the others, if desired.
If a product is placed on the belt in a thick layer and does not immediately "set up," retaining side strips on the belt may be required. Some products, placed molten on the cooling belt, do not remain as fiat solids but tend to "curl" up at the edges or take a characteristic gull-wing shape. This tendency is probably due to nonuniform changes in the coefficient of expansion as the product is solidified and cooled. When one of these shapes occurs, the product pulls away from the belt, conductive heat transfer from product to belt ceases, and cooling of the product takes much longer. In many cases, curling of the product can be minimized by tempering the coolant water, i.e., by using high-temperature coolant in the initial zone and gradually reducing the coolant temperature in successive zones. Often, three different temperature levels are required. It is postulated that in the cases where tempering is effective, the product cools uniformly throughout its thickness, thus minimizing any differential contraction/expansion effects.
The opposite condition from a curling product is when the product sticks too rigidly to the belt. Some products tend to form a good adhesive bond to the belt when the belt is clean, dry, or heated. To avoid sticking, (1) the belt could be cooled before the product is placed on it, (2) a release agent such as silicone could be used, or (3) moisture on the belt could also act as a release agent. The challenge to the conveyor process engineer is to find the set of conditions whereby the product will initially adhere to the belt, thus promoting good heat transfer, but on reaching the discharge terminal will separate cleanly from the belt. A surprisingly large fraction of the products run on steel belts have these characteristics.
Without mechanical cooling from above, the product, cooling to the ambient air, still represents 10 to 15 percent of the total heat load. With properly designed fans and nozzles directed against the product, 50 percent of the heat load could be transferred above the belt. For thin, brittle products, high-velocity air may tend to blow the product off the belt and so must be used with appropriate caution.
Super-cooling Materials
Super-cooling materials do not solidify as do "well-behaved" materials, but instead cool below their melting points without a transition to a hard, solid state. These super-cooling materials may remain as cold, mushy pastes unsuitable for packaging or further processing. Typical examples of super-coolers are antioxidants for the rubber industry and aluminum sulphate.
When super-cooling occurs, the techniques used for obtaining solidification include careful temperature control, addition of solid, granulated seed material, and energy addition through use of a scraped-surface heat exchanger before the product is deposited on the conveyor/cooler. After being formed into a sheet on the conveyor, cooling must be carefully controlled for solidification to a hard flake to take place. An additional curing conveyor is sometimes used to provide additional time for product hardening. FIG. 3 shows the complete process requirements for aluminum sulphate.
Steel-Belt Accessories
Various feeding devices are used to form continuous sheets, strips, or droplets. The sheets or slabs of product are typically one to three millimeters thick, although there are certainly examples outside this range. Sheets are formed by (1) extruding through a die, (2) liquid flowing over a weir, and (3) a variety of special devices suited to the particular properties of the product.
Hot-melt adhesives, in particular, are formed in strips, cooled, and then cut into slats or chicklets by a multi-bladed cutter at the discharge end of the steel-belt molten on the cooling belt, do not remain as fiat solids but tend to "curl" up at the edges or take a characteristic gull-wing shape. This tendency is probably due to nonuniform changes in the coefficient of expansion as the product is solidified and cooled. When one of these shapes occurs, the product pulls away from the belt, conductive heat transfer from product to belt ceases, and cooling of the product takes much longer. In many cases, curling of the product can be minimized by tempering the coolant water, i.e., by using high-temperature coolant in the initial zone and gradually reducing the coolant temperature in successive zones. Often, three different temperature levels are required. It is postulated that in the cases where tempering is effective, the product cools uniformly throughout its thickness, thus minimizing any differential contraction/expansion effects.
The opposite condition from a curling product is when the product sticks too rigidly to the belt. Some products tend to form a good adhesive bond to the belt when the belt is clean, dry, or heated. To avoid sticking, (1) the belt could be cooled before the product is placed on it, (2) a release agent such as silicone could be used, or (3) moisture on the belt could also act as a release agent. The challenge to the conveyor process engineer is to find the set of conditions whereby the product will initially adhere to the belt, thus promoting good heat transfer, but on reaching the discharge terminal will separate cleanly from the belt. A surprisingly large fraction of the products run on steel belts have these characteristics.
Without mechanical cooling from above, the product, cooling to the ambient air, still represents 10 to 15 percent of the total heat load. With properly designed fans and nozzles directed against the product, 50 percent of the heat load could be transferred above the belt. For thin, brittle products, high-velocity air may tend to blow the product off the belt and so must be used with appropriate caution.
===
TABLE 4 Products Being Drop-Formed on Steel Belts
Hydrocarbon resin Wax Bitumen mix Acrylic resin Antioxidants Nickel catalyst Pitch Petroleum resin Cobalt naphthenate Hot melt adhesive Cobalt stearate Sulphur Terpene resins Epoxy resin Rosin resins Food sauce Vegetable fat Polyester resin
===
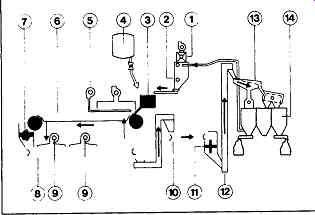
FIG. 3 Aluminum sulphate process with steel-belt solidification. 1-Seeding
material; 2- vibrator; 3- agitator; 4- boiler; 5-fan; 6-steel belt cooler;
7-coarse crusher; 8 - accumulation and recooling belt; 9 -fans; 10- belt
conveyor; 11 - mill; 12-elevator; 13-vibratory screen; 14-silos. (Sandvik
Process System, Inc.)
Supercooling Materials
Supercooling materials do not solidify as do "well-behaved" materials, but instead cool below their melting points without a transition to a hard, solid state. These supercooling materials may remain as cold, mushy pastes unsuitable for packaging or further processing. Typical examples of supercoolers are antioxidants for the rubber industry and aluminum sulphate.
When supercooling occurs, the techniques used for obtaining solidification include careful temperature control, addition of solid, granulated seed material, and energy addition through use of a scraped-surface heat exchanger before the product is deposited on the conveyor/cooler. After being formed into a sheet on the conveyor, cooling must be carefully controlled for solidification to a hard flake to take place. An additional curing conveyor is sometimes used to provide additional time for product hardening. FIG. 3 shows the complete process requirements for aluminum sulphate.
Steel-Belt Accessories
Various feeding devices are used to form continuous sheets, strips, or droplets. The sheets or slabs of product are typically one to three millimeters thick, although there are certainly examples outside this range. Sheets are formed by (1) extruding through a die, (2) liquid flowing over a weir, and (3) a variety of special devices suited to the particular properties of the product.
Hot-melt adhesives, in particular, are formed in strips, cooled, and then cut into slats or chicklets by a multibladed cutter at the discharge end of the steel-belt cooler. Strip forming of brittle materials such as caprolactam is used to produce a more uniform particle size than if conventional flaking is used.
Maximum uniformity of solidified product is obtained with drop-forming or pastillating devices. In the past, these devices were reciprocating, required relatively slow belt speeds, and required a lot of maintenance for optimum product quality.
Now, a rotary system is available that overcomes the previous objections. Producers are interested in forming drops that solidify to become an almost completely dust-free product in order to provide a marketing advantage over their competitors and because there is virtually no loss in production capacity for a given area of cooling belt. Some of the products presently being formed in pastille shape are shown in TABLE 4. A photograph of a rotating drop-forming device on a steel belt is shown in FIG. 4.
For producers not having a need for uniform, dust-free products, the steel-belt conveyor manufacturers provide rotating-bar breakers and crushers that reduce flake size for easy handling and bagging.
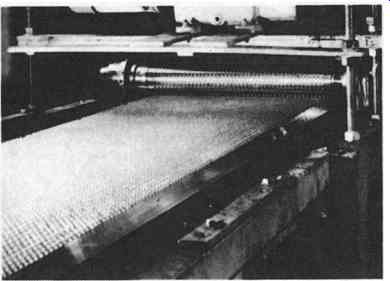
FIG. 4 Rotoformer formation of pastilles on a steel belt. (Sandvik Process
System, Inc.)
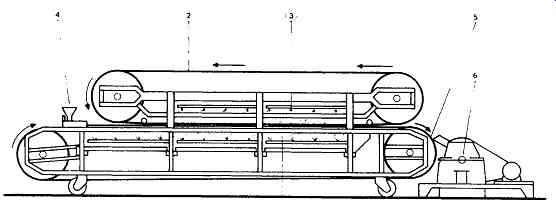
FIG. 5 Schematic of a double-belt cooler. (Sandvik Process System, Inc.)
Double-Belt Cooler
In some specialized cases, an effective method of cooling is to place a second steel belt above the product, as shown in FIG. 5. The product is loaded onto the upper surface of the unit's lower belt (1), which carries it into the cooling zone, where the pressure of the upper belt (2) ensures contact with both cooling surfaces.
The upper belt is sprayed with cooling water (3) from above, and the lower belt is sprayed from below. Loading (4) and discharge methods (5) are simply arranged to suit individual products and can incorporate breaker equipment (6) at the discharge station if required.
The double-belt cooler is used for:
++ curling products that cannot be controlled otherwise
++ minimizing oxidation of products while hot
++ increased capacity where space is a limitation
++ more uniform discharge temperatures across width to eliminate downstream grinding problems
HEATING/DRYING APPLICATIONS
There are several prominent applications of steel-belt conveyors in which the product is heated, dried, or baked while on the belt. In each case, the unique configuration of the wide, fiat, moving surface contributes substantially to the process. The types of applications for which steel belts provide the best solutions to the needs of manufacturers are
++ film or sheet forming
++ hot air drying or baking where sanitation or sequenced zones are important
++ high temperature heating on a smooth belt
Examples of these applications will be discussed.
Film formation or casting a liquid on a steel belt uses the belt as part of the forming process and then uses the belt as the carrier during the drying or evaporation stage. Often the belt is polished. Starting with the standard 2B mill finish, belt polishing can be carried out to any degree up to a mirror finish. Product film properties will reflect the belt surface. Photographic film, filter membranes, polyvinyl alcohol film, and modified tobacco sheet are common examples of steel-belt processed products.
Dried tobacco sheet prepared to an approximate thickness of 0.022 inches and a moisture level of 11% is shown in FIG. 6 being doctored off the discharge drum of a steel-belt conveyor moving at approximately 150 feet per minute. This sheet is formed from a high-moisture-containing slurry and requires careful atmospheric control of temperature and humidity to maintain the integrity of the drying sheet.
For another group of applications, direct heating of the belt by gas ribbon burners and/or indirect convective heating is used for baking cookies, drying cereals, and drying fruit such as apples. For the cookies, the carbon steel belt provides a surface on which a forming roll drops individual pieces. By passing through the continuous baking oven, the belt provides the proper thermal properties for this particular baking process.
In drying some products such as apples, initial drying of the wet product is performed with a relatively thin bed and high temperature. When the surface water is evaporated, the temperature in the next zone in the dryer is reduced and the bed depth is increased.
Zones may be used in several ways in belt dryers to provide the optimum conditions required by the product. With a single belt, each module along the length of the belt may have a different temperature and humidity. With multiple belt systems, even more flexibility is possible.
Cereal preparation on a steel belt provides a sanitary surface that permits cutting and stamping operations. Sugar application is practical because the belt can be continuously washed if desired.
Many rubber profiles are cured on steel belts running in high temperature ovens.
The belt provides a smooth, clean surface with belt temperature capability to 750 degr.
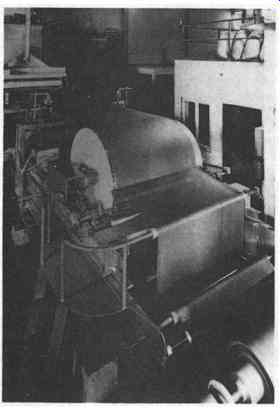
FIG. 6 Tobacco sheet on a steel-belt conveyor dryer. (Sandvik Process System,
Inc.)
DOUBLE BELT PRESS
The double belt press is based on the principle of combining and compressing products between two solid steel conveyor belts that are welded endless and are passing continuously through the press. As heating and/or cooling are generally involved in most press applications, the moving belts and belt support systems must have good heat transfer properties and must be capable of continuous operation at elevated temperatures and pressure. A smooth, uninterrupted surface is also required for a good surface finish on the product.
The smooth, fiat, high-strength endless steel belt meets all of these requirements. Because the press can be built up in modules, it is possible to satisfy a great variety of process requirements with various combinations of pressing, heating, and cooling zones.
The double belt press is normally designed to operate in a pressure range of one to ten bar. If the belts were placed directly in contact with the platens, the sliding friction created between the belt and press platen would be too high for pulling the belts through the press. Therefore, a unique traveling roller support system between the belts and press platens is used to eliminate sliding friction, allowing the belts to glide easily through the pressing zones (FIG. 7 and 8). FIG. 8 shows the overall press configuration with two terminal sections, a heating press zone and a heating or cooling press zone. Each belt is continuous and the product may be produced in any length. The roller chain assemblies called out in FIG. 7 are detailed in FIG. 8. The rollers are on an endless loop and travel at half the linear speed of the belt.
A large number of closely spaced moving nip pressures pass over the surface of the product through the steel belt, even though there is no relative motion between the product and the steel belt. This action tends to average out any tolerance variations, resulting in very uniform thickness control.
Original designs were for belt widths up to 1550 mm, the maximum belt width previously available. With the development of new belt grades, such as precipitation hardened stainless steel and longitudinal techniques, it is now possible to increase width, but at a somewhat lower maximum pressure due to structural deflections and machine tolerances.
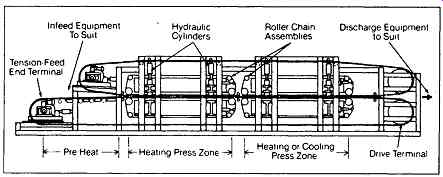
FIG. 7 Double-belt press general assembly. (Sandvik Process System, Inc.)
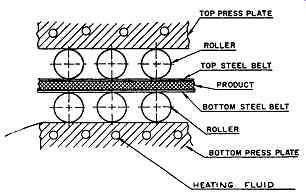
FIG. 8 Product is sandwiched between steel belts that are backed up by a
traveling chain of rollers. (Sandvik Process System, Inc.)
As seen in FIG. 8, heat transfer or cooling fluid is circulated through the upper and lower press platens. The heating or cooling is transmitted through the rollers to the steel belts and to the product. By controlling oil temperature and press pressure, and by using various length zones, almost any time, temperature, and pressure profile can be furnished to suit the product requirements. It should be noted that a product can be passed directly from a heating zone to a cooling zone without releasing pressure and with minimum loss of energy, since only the relatively thin steel belts are repeatedly heated and cooled.
For low pressure, up to 0.33 bar, double belt presses can be designed with a closely spaced, stationary roller support system for the steel belts. In this case, the belts can be heated or cooled in zones by direct air impingement on the back side of the belts. This approach is not practical for pressures higher than 0.33 bar due to belt deflections between rollers (and therefore high stress) and roll deflection.
Maintaining thickness uniformity in the product becomes more and more difficult.
====
TABLE 5 Products Frozen on Steel Belt Conveyors
Fish fillets Whole herring Hamburgers Chicken pieces Shrimp Food sauces Coffee concentrate
====
The press can be operated as a fixed pressure machine by allowing the upper platens to "float" at controlled hydraulic pressure on the product. The thickness control in this case is a result of the volume and compressibility of the material entering the press. The press can also be operated as a fixed-gap machine by pulling the top platens down against fixed stops. In this case, the thickness is held uniform; however, final density is controlled by the volume of material entering the press. In either case, a pressure release system is built in to protect against overloading and exceeding the design limits.
Some typical applications for the double belt press are as follows:
++ glass-reinforced plastic laminate (PP, PET, PE, etc.)
++ Ski laminates (fiberglass rovings with epoxy resin)
++ printed circuit board (copper clad)
++ fiberglass-reinforced laminate
++ rubber mats
++ PVC sheet form-fused granules
++ synthetic leather
FREEZING CONVEYOR
The stainless steel conveyor belt forms the basis of a freezing system for a variety of foods. Ease of maintenance and excellent hygiene properties are important qualities.
Most products are frozen hard and readily break loose from the belt as the belt curves around the discharge pulley. Products frozen on steel belts are given in TABLE 5.
Typical freezing time for a raw fish fillet, one-half inch thick, is ten minutes. Thinner products freeze even faster. Yield from this process is virtually 100 percent, since moisture losses can usually be eliminated and product breakage is minimal because of the smooth belt surface.
The coolant used under the stainless steel belt is usually calcium chloride or propylene glycol. Upper belt coils may be arranged for ammonia or freon, and defrosting can be achieved by electric, water, or hot gas methods. Belt freezers have also been designed with refrigerated air both above and below the belt.
New products may be evaluated in laboratory tests and production equipment sized accordingly.