---

----- A drill press is a relatively simple machine that should enjoy a long
life. Even older machines like this one should operate smoothly and accurately
with only a few periodic adjustments.
A drill press was an important part of my first attempts at professional woodworking. I discovered that a drill press made joinery with screws, bolts, and dowels fast and accurate, and efficiency is what paid the rent. I still make much of my furniture this way, hiding the hardware inside the carcase or concealing it with plugs and moldings.
The drill press is one of the oldest kinds of machine tool. Early versions, in fact, were powered by hand. Circular saws, bandsaws, jointers, and planers all require more power than people can generate, so they only became possible with the development of water, steam, and electric power.
Keeping a drill press in good working order is not difficult. There are many fewer adjustments to make than there are on a more complicated machine such as a jointer or thickness planer.
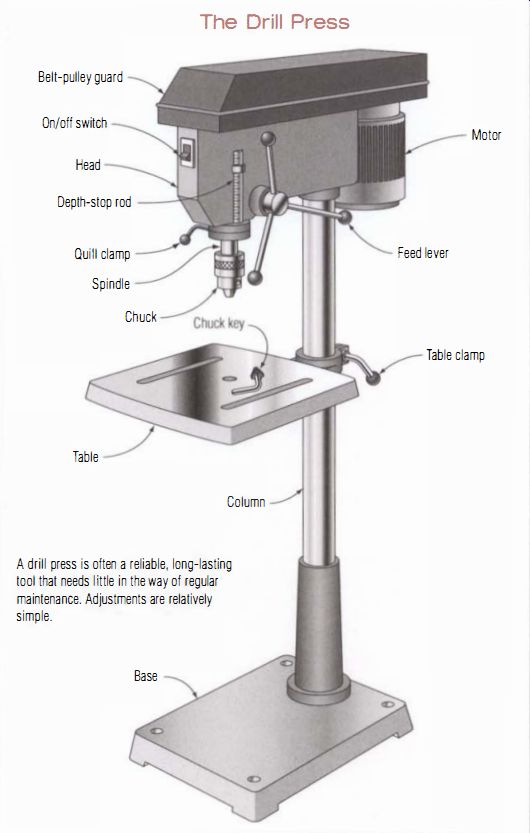
------------The Drill Press ---- A drill press is often a reliable, long-lasting
tool that needs little in the way of regular maintenance. Adjustments are relatively
simple.
Anatomy
As is the case with many power tools, the design of the drill press settled into its standard form more than a century ago and has changed little since. The backbone of the tool is the post or column, a thick-walled steel tube 2 in. to 4 in. in diameter supported by a base casting. At the top of the column is a head assembly that houses the drive and control components. On a modem drill press, the motor is mounted on the back of the head assembly, but its position can be shifted to adjust belt tension.
Power is transmitted to the bit by a V-belt running on stepped pulleys (see the top photo on p. 122). The pulleys allow you to adjust the speed of the bit. Generally, the larger the bit, the slower it should turn (see the chart on p. 123). Some drill presses offer a greater speed range by using two belts and a third step pulley midway between the motor and spindle, but shifting a belt to change speeds is time consuming. Having a variable-speed drive is a real advantage if you use the tool with a wide range of bit sizes. This feature, which works something like an automatic transmission in a car, is more common on heavier, industrial-grade tools.
The front pulley drives a spindle on which the drill chuck is mounted.
The spindle runs in ball bearings housed in a movable, precisely machined tube called a quill. To move the spindle up or down, a gear on the feed-lever shaft engages a rack machined into the outside of the quill (see the photo at left). When the gear is turned by rotating the feed lever, it moves the quill, spindle, and chuck as a unit. To transmit power to the spindle, the bore of the pulley is lined with ridges called splines that engage matching splines on the spindle shaft.
The opposite end of the feed shaft is attached to a flat coil spring enclosed in a round housing. The spring reverses the motion of the gear when the feed lever is released, returning the quill to its retracted position (see the photo at left on the facing page). To control the depth of drilling, a collar with a threaded depth stop is normally clamped to the bottom of the quill just above the chuck (see the photo at right on the facing page). The last component of a drill press is the table that rides up and down on the column. On all but the smallest machines, a gear-and-rack mechanism for raising and lowering the table is built into the collar attaching the table to the column. On many drill presses, the table is mounted on a pivot, allowing it to tilt for drilling angled holes. If you rotate the table to a vertical position, you can drill holes in the ends of a workpiece (see the photo at left on p. 124). Many tilting tables have a removable pin that, in theory at least, locks the table so it is square to the bit (see the photo at right on p. 124).
----------------
Low Speed Usually Works
I usually leave my drill-press belt set at the low-speed position unless I have a lot of small holes to drill. Many of the larger bits designed for drilling wood are made from ordinary carbon steel, which dulls very quickly at the temperatures created by high-speed drilling. By leaving the belts at a low-speed setting, even for an occasional small hole, I'm not tempted to skip a belt change and drill at high speed with a larger bit.
---------------

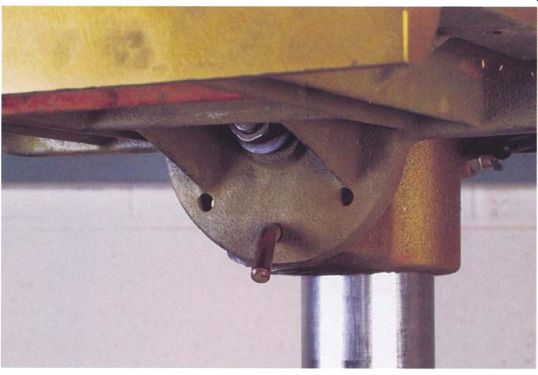
----------- To move the drill bit up and down, a gear rack machined into
the surface of the quill engages a gear turned by the feed lever.

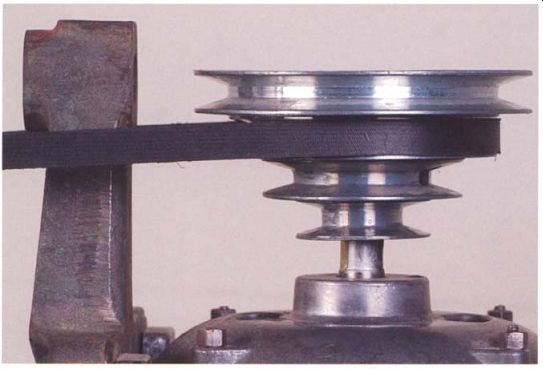
------------- You can change drilling speed by shifting the position of
the belt so it engages different steps on its pulleys. This one is set up for
its lowest speed.
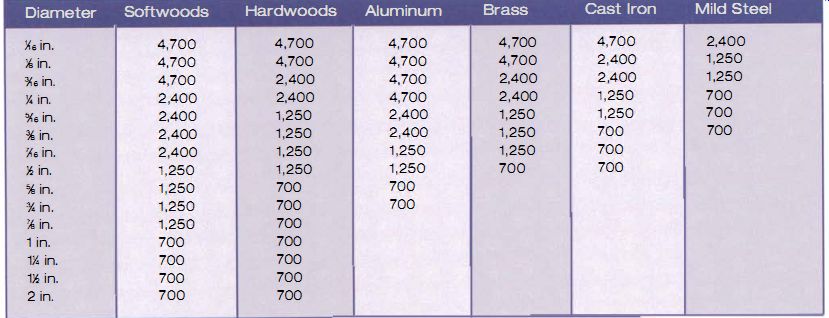
------------ DRILL PRESS SUGGESTED SPEEDS (IN RPM)
-----------
Tightening Up the Nuts
On most drill presses, the depth stop rod has two knurled nuts on it that are supposed to lock together to hold the depth setting. These nuts often loosen up, allowing the drill bit to go deeper than you planned and quite probably ruining the workpiece. To prevent this, place a thick O-ring that fits loosely over the rod between the two nuts. When the nuts are tightened against the O-ring, they will stay put.
---------------
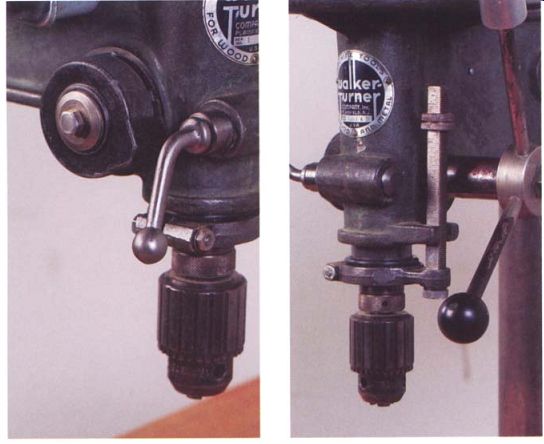
-------------- Behind the cover (left) is a large spring that pulls
the quill up when the feed lever is released. Next to the housing is a lever
that can lock the quill in position.
Precise control over the depth of a drilled hole is one of the advantages of using a drill press. A nut on the threaded depth gauge stops the quill's descent, and the large O-ring around the bottom of the quill cushions it when it is fully retracted.
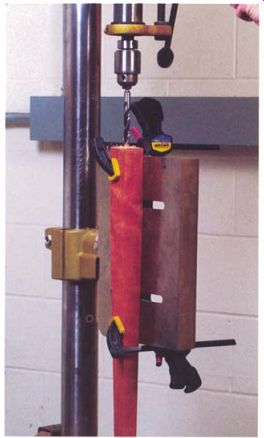
--------- By swinging a tilt table to its vertical position, you can drill
the ends of a workpiece easily.
------------ A pin set into the underside of the table-tilting assembly
makes it easy to lock the table so it is square to the bit.
Troubleshooting
Drill presses suffer from relatively few problems, and most of them are easy to fix. The most common of them is a table that is not square to the drill bit. Depending on the design of the machine, it can be difficult to adjust the position of the original table. One solution is to add an auxiliary table that you can shim into position easily.
Drill chucks rarely malfunction. On poorly made or abused machines, the chuck may be worn or mounted crookedly on the spindle or the spindle could be bent. These problems cause the drill bit to wobble, leading to oversized and out-of-position holes. You can measure runout with a dial indicator, but excessive wobble is fairly obvious when the machine is running.
Runout should not exceed 0.010 in. as measured on the bit 2 in. below the chuck. Accurately diagnosing and repairing a drill with runout problems can be difficult. If you are having persistent problems with wobbling drill bits and the machine is worth the expense, take it to a machinery-repair shop. This repair is beyond the scope of most home shops.
Bearing problems also are rare, primarily because the bearings are well protected from dust and run at only moderate speeds. In contrast, the motors on drill presses have slightly more problems than motors on most other woodworking tools. The reason is that they are used in a vertical position, which most standard motors are not designed to do. As the motor's lower thrust bearing wears under the excess load, the internal starter switch will malfunction. As a result, the motor may fail to start or only run slowly and then overheat after a few seconds of loud humming.
The fix for this is usually simple: Remove the lower bell housing from the motor and add a shim washer or two on the end of the shaft to raise it slightly, compensating for the worn bearing.
Checking the Machine's Basic Setup
Begin with a look at the machine's bearings, belts, and pulleys. Remove the drive belt, then turn the spindle by hand. If bearings are in good condition, there will be no noise, roughness, or sticking. Next, check the bearings in the motor by spinning the shaft by hand.
Examine the step pulleys on both the motor and spindle shafts: They should turn with little or no visible wobble. On smaller machines, the pulleys are made from die-cast metal and can wear out. If you need to replace them, you'll probably have to go to the machine's manufacturer for parts because the front pulley may not be a standard bore. Make sure the pulley's set screws are tight; check for screws in the bottom of every groove. Some pulleys will have two screws (see the photo below). Check the belt for stiffness, wear, and cracking before placing it back on the pulleys. You can greatly improve the performance of a drill press by replacing the standard belt with a Power-Twist linked belt made by Fenner Drives (see the top photo on p. 126). An added advantage of a linked belt is that it has a little stretch to it, meaning you can change drill speeds by slipping the belt over the rim of the pulleys without having to undo the belt-tensioning device, which, on many machines, is poorly designed and difficult to adjust.

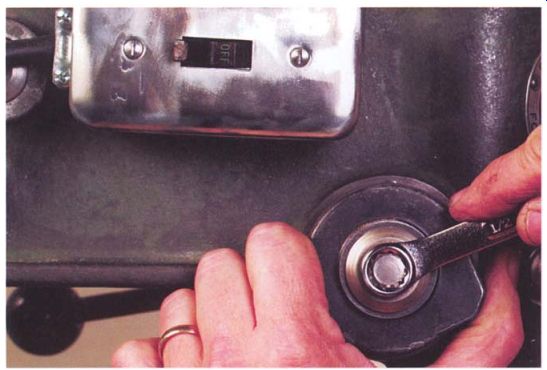
------ When tightening a pulley, look in the bottom of each groove. There
may be more than one set screw.

-------- Often poorly designed, the tensioning mechanism will work better
after removing paint and burrs and lubricating the sliding parts. You can use
a short board for leverage between the post and motor when tensioning the belt.
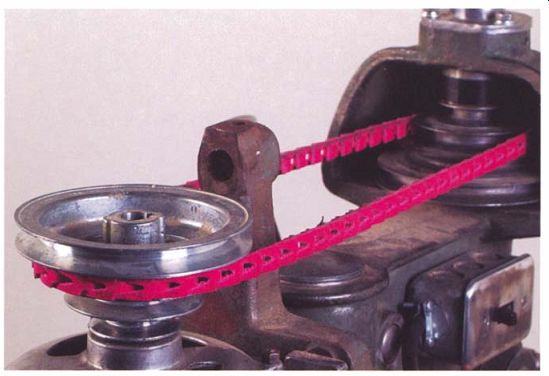
----------- Replacing the stock V-belt with a linked belt reduces vibration
and makes it easier to change belt positions.
----------- In addition to increasing vibration, a misaligned belt causes
excess wear on the pulleys and shortens belt life. Here, the pulley should
be lowered.

-------- By preventing the head from sliding down the post, a hose
clamp makes it safe to loosen head bolts and adjust head-to-base alignment.
It can be left in place permanently.
-------- Penetrating oil cleans and lubricates the chuck. Be sure to leave newspapers under the chuck overnight to catch the last few drops of oil.
Next, stand behind the drill press to check the position of the motor.
Correctly installed, the motor will be vertical, not canted to one side.
Repeat this same check from the side. If the motor is misaligned, loosen its mounting bolts and straighten it, using shim washers if necessary. At the same time, check the belt-tensioning mechanism, which should work smoothly. You should remove any burrs or paint that cause the parts to bind and lubricate all the moving parts in the assembly with oil or grease (see the photo at left on the facing page). Reinstall the belt and look at it from the side. Properly aligned, the belt leaves the pulleys squarely, not angling up or down as it leaves the grooves (see the bottom photo on the facing page). If the alignment is off, loosen the motor pulley and shift it higher or lower on the shaft to get the belt running straight. When tightened correctly, the belt should deflect about 0.5 in. when you press against it firmly with a finger.
Check that the clamps or set screws securing the column to the base are tight, and make sure the head is directly over the base. If the head is in line, be sure that its clamps or set screws are tight. If the head is misaligned, unclamp and pivot it to line up with the base. But be careful: Loosening these bolts will allow the head to drop suddenly, smashing the chuck, the table, and quite possibly your fingers. To prevent this, tighten a spiral hose clamp around the column just under the head before loosening any of the bolts (see the photo at left below). Large machines often have a safety collar clamped around the post for this same purpose. Make sure the collar is up against the head and its bolts are tight. As an added precaution when shifting the head, place a board on the table and bring the table up close to the chuck before undoing the bolts. If something lets go, the board will prevent the chuck from slamming into the cast- iron table.
The column should be free of burrs and rust so the table moves up and down smoothly. Clean the column with an abrasive pad, using a file to remove burrs, and then apply some wax. If the table has a track and gear to adjust its height, clean up the track and give it a light coat of a stick lubricant. Make sure the clamps or screws holding the track to the column are tight and the track is vertical. Finally, apply a couple of drops of oil to the shaft of the table's crank handle and to the shaft of the feed lever.
If the table can be tilted, remove the pivot bolt and examine the circular bearing surfaces of the castings. They should be smooth and free of paint. Clean and file them as needed and reassemble after greasing the bearing faces and the pivot bolt threads.
Lubricate the drill chuck by opening it up wide and spraying penetrating oil inside using an extension nozzle (see the photo at right on p. 127). To catch drips, keep a rag handy or use a layer of newspaper and a shallow pan. The oil may flush out dirt and wood chips. As you spray the oil, run the chuck from the closed to the wide-open position a few times to work the oil into all of the parts of the mechanism. If the chuck feels very gritty as you turn it, clean it out first with spray automotive brake cleaner followed by a spray of oil. Lastly, use a rag or a paper towel wrapped around a dowel to remove the excess oil from the chuck's jaws.
Tuning Up a Drill Press
Once you have your drill press working smoothly, there's not much left to do. The only major adjustment is to square up the table so it is perpendicular to a chucked drill bit. You also may need to adjust the feed-lever return spring.
START WITH A NEW AUXILIARY TABLE
The small metal tables standard on most drill presses are designed for working on metal parts. They are too small to support the large workpieces typical in cabinetmaking, and the ribbed underside of the table makes it difficult to clamp either a fence or stock. Bolting a larger table, made from X-in. MDF or plywood, on top of the original table will solve these problems and make it easy to square up the table to the axis of the drill chuck.
An added advantage of adding the auxiliary table is that MDF or plywood won't dent your stock as readily, and dropping a bit or accidentally drilling into the table's surface won't damage your drills. The top, if damaged, can be easily replaced. Even so, I use scrap wood under the workpiece whenever I drill through. It prolongs the life of the table and minimizes chipping and tear-out on the back of the stock.

---------- A large auxiliary table is better suited to woodworking than
the small, metal table that comes with a drill press.
------------------
Simplifying an Auxiliary Table
To make an easy auxiliary table, just drill a hole in the new table to match the one in the metal table below. You also could cut a square hole in the center of the top and use inserts that you could easily change if damaged. To avoid bruised ribs when working around the drill press, round or miter off the table's sharp corners.
-------------

------ The broad heads of bolts made for knockdown furniture make them
ideal for attaching an auxiliary table to a drill press.
As shown in the photo above, the auxiliary table is very simple, just a rectangle that's 2 in. wider than the metal table at the front and back and 4 in. to 6 in. longer than the original table at the sides. The table could be made larger, especially in length, but MDF would need reinforcement to prevent it from sagging under its own weight. If the back edge of the original table is close to the column, notch the new table to go around the column to get a full 2 in. of overhang along the back edge.
Bolt the auxiliary table onto the original table using X-in. flat-head bolts and nylon-insert locknuts. If you want to be more elegant, use the wide-head bolts made for assembling knockdown furniture (see the photo above). Cast iron, the material the original table is probably made from, will drill very easily with a sharp bit. When locating the holes for the attachment bolts, avoid the ribs cast into the underside of the metal table and be sure to leave sufficient clearance for placing a washer on the bolt.
Although typically there are slots milled into the metal tops, they are often in the wrong place for use in mounting an auxiliary table and they are too wide.
SQUARING UP THE TABLE
To square up the table, you need to install a reliably straight rod in the drill's chuck to use as a reference. I use a 3/8-in.-dia. extra-length bit that costs about $10. Extra-length bits are about 1 ft. long with the flutes running only part of the way up the shank, leaving the upper half smooth.

-------- An extra-long drill bit provides an accurate reference when
checking whether the table is square to the centerline of the drill chuck.
-------------------
Use All the Keyholes
To properly tighten a drill chuck, use the key in all three of the keyholes. Go around once to snug up the bit, then go around a second time, tightening with the key in all three holes to fully lock the chuck.
--------------
Using this technique, the bit will be held tighter and straighter in the jaws, avoiding slippage and wear on the chuck.
First, install the long bit in the chuck, then raise the table until only the smooth upper half of the drill's shank is above the table's surface. Once the table is in position, be sure to tighten the clamp to the column. Your measurements will be thrown off by any looseness in the fit between the table's collar and the post.
The table needs to be square in two directions, from side to side and from front to back. Start by placing a square against the side of the bit. If the table is out of square and has a tilt function but no lock pin for the 90-degree position, the adjustment is easy. Just loosen the pivot bolt and square up the table to the bit. If your drill press doesn't have a tilting table or if it locks at the 90-degree position, you'll still be able to square it up by adding shims between the metal and auxiliary tables.
Cut the shims from aluminum flashing for large adjustments or from a soda can (which is thinner) for smaller changes. Ideally, the shims should be in the form of washers that slip over the mounting bolts, but for now, just cut small tabs of shim stock and slide them in next to the bolts (see the top photo on the facing page). To prevent twisting the table, always install the shims in pairs of the same thickness, one by each bolt at the front and back on either the left or right side of the table. After slipping in the shims, retighten the bolts before checking to see if they have corrected the table's tilt.
Once you have fixed the table's tilt to the side, place the square against the front edge of the drill's shank to check if the table tilts from front to back. The shimming procedure is the same, except that the pair of shims is installed next to either both of the front or both of the back bolts. If you already have shims in place for correcting side tilt, add the new shims directly on top of them.
When the table is square in both directions, make permanent shims that fit around the bolts and better support the wooden top. Unless you have a punch for making the center holes, making shim washers is difficult. A simple but adequate shim for this application is one in the shape of a fat L cut from a piece of sheet metal about 2 in. square.
The easiest way to install the shims is to remove the MDF table and position the permanent shims on the metal table with a small dot of Super Glue. The legs of the L bracket the bolt hole as shown in the photo on p. 134. If you ever have to change the shims, you can remove them by heating the shim briefly using a torch. The heat causes the glue to break down.

----- If there isn't enough room under the chuck to use the square in its
normal orientation, lay it on its side and use the base against the bit.
--------
Annealing the Spring
The hard, tempered steel used to make the return spring for a drill press is brittle. Occasionally, it breaks-typically at the bend where the spring is attached to the shaft or the housing. You can reuse the spring and be back to work in a few minutes by bending a new hook in the end.
The spring steel is too stiff to bend without annealing it first to make it softer and less brittle. To anneal the spring, clamp it in a metal vise with a few inches of the broken end showing above the jaws. Heat the exposed end to red hot for a few seconds using a propane torch, then allow the spring to cool slowly so it will be soft enough to bend easily.
--------------

----------- Temporary shims square the table to the bit and can be replaced
by permanent ones that fit snugly around bolts that secure the auxiliary table.

--------- L-shaped shims are easy to make from aluminum flashing or soda
cans.

---------- A dot of Super Glue keeps the shims from shifting and keeps
stacked shims lined up. If the shims need to be removed, the heat from a propane
torch will break the glue bond.
----------- Keep a firm grip on the spring housing as you loosen it. The
spring is under tension and will try to turn the housing counterclockwise.
----------
Let the Spring Unwind
If you ever have to remove the spring and its cover completely-to service the feed gear or remove the quill assembly, for example-allow the spring to unwind completely before removing the housing. Once the spring has fully unwound in its housing, you can remove the whole assembly safely.
Be sure to lift the housing off carefully so the spring is not pulled from the housing, and wear safety glasses to protect your eyes just in case the spring does come loose.
SETTING SPRING TENSION
Setting the tension on the feed-lever return spring is the only other adjustment to make. If you regularly have problems backing bits out of their holes, you should increase the tension. If you have the opposite problem that is, the quill pulls back too forcefully-you should reduce the pull of the spring. Attached to one end of the feed-lever shaft, the spring, which is a flat coil of the same type used in a wind-up clock, is contained in a round housing on the side of the head assembly. One end of the spring attaches to the shaft, while the other end is clipped onto the housing.
To adjust the spring tension, loosen the housing slightly so you can rotate it and wind or unwind the spring. On some drills, the housing is held in place by a center bolt. When the bolt is backed off a couple of turns, it allows a notch in the rim of the housing to lift over a pin in the side of the head casting. Once over the pin, the housing can be turned and reengaged in a different notch. Alternately, the spring housing can be held by a set screw or several bolts catching a flange on the housing's rim. With this style of attachment, the set screw or bolts simply have to be loosened slightly to allow the housing to turn and change the spring tension.
Be aware that the spring housing is under tension and will want to turn forcefully the moment it is free. When you start to loosen the bolts, have a good grip on the housing or it can unwind very abruptly (see the photo above). You only have to loosen the bolts just enough to turn the housing; don't pull the housing off completely or the spring will pop free and unwind with considerable violence. To be safe, always protect your eyes with safety glasses whenever you adjust the spring tension or have to remove the housing. Once you've tuned up your drill press, it should give you several years of service before it needs to be checked and lubricated again.
Prev. | Next | Article Index | Home