AMAZON multi-meters discounts AMAZON oscilloscope discounts
1. SCHEDULING
The scheduling function puts the work into the hands of the Maintenance Organization's tradespersons. Once work has been planned and equipment and material availability has been assured, work scheduling can be addressed.
The scheduling of maintenance work, including associated coordination with the equipment custodian, is the process by which designated resources and resource skill levels required to complete specific jobs are allocated. The allocated resources are further coordinated and synchronized to be at the proper place at a designated time, with necessary access, so that work can be started and proceed to completion with minimal delay, within the intended time frame and in accordance with predetermined priorities and budgets.
In simpler terms, the purpose of scheduling is to ensure that resources-- personnel and materials--are available at a specified time and place when the unit on which the work is to be performed will also be available.
Scheduling is a joint Maintenance/Operations activity in which maintenance agrees to make the resources available at a specific time when the unit can also be made available by operations. Work should be scheduled to have the least adverse impact on the operations schedule while optimizing the use of maintenance resources, especially labor.
On the start up of any new maintenance management implementation, scheduling should be viewed as the point element, the advertising (i.e., most visible) arm of the program. Scheduling necessitates early, positive participation of the users of maintenance service and yields the earliest tangible (often within weeks of start up) results. By contrast, preventive maintenance, equipment history and Reliability Engineering require the investment of several months time before yielding measurable results. In the meantime, users are asking the question "What are we getting from all this?" Success of a newly instituted Planning and Scheduling effort demands that this question not be allowed to linger. The overall maintenance challenge is to create a Maintenance Operation that is both effectively responsive in terms of the customer and intrinsically efficient. Work scheduling is the vehicle that facilitates the ability of maintenance to meet the challenge.
2. ORGANIZATIONAL CONSIDERATIONS
Throughout this section, references to organizational levels, positions or titles, correspond to those shown on the organizational structure depicted in Section C, Exhibit C-l: Standard Lean Maintenance Organization. The purpose of providing an illustration of this structure is to enable individuals to determine the equivalent levels, positions and titles in their organization's structure, should it differ from that shown.
In Section 5, alternative Maintenance Organization schemes were discussed in significant detail. As this text concerns itself with not just Maintenance Planning and Scheduling but Maintenance Planning and Scheduling as performed in the Lean Maintenance and Lean Plant environment, most organizational considerations are pre-determined by that environment. A quick review reminds us that the lean maintenance operation is effectively practicing Total Productive Maintenance (TPM). In TPM, there are clear assignments of responsibility for the three basic maintenance responses:
1. routine (preventive);
2. emergency (breakdown);
3. backlog relief.
TPM also is organized to recognize three distinct (separate but mutually supportive) maintenance functions, so that each basic function receives the primary attention required:
--work execution;
--planning and scheduling;
--Maintenance Engineering.
The three principal types of maintenance demand are routine or preventive (including Predictive Maintenance and Condition Monitoring), emergency and planned work. The most common structure is composed of three major operating groups, each dedicated to one of the three principal types of demand. The basic concept of this structure is the establishment of two minimally-sized crews to meet both the routine and emergency demands and a larger third group devoted to planned maintenance work (ready backlog). In addition, there is an element defined by the combination of TPM and Lean Practices that has been designated as Empowered Equipment Management (EM) Teams. These teams, assigned under Maintenance Supervisors or Assistant Production Managers, consist of Maintenance Trades, Production Equipment Operators and Reliability Engineers.
Depending on the size of the plant and the scope of individual production elements, a Reliability Engineer may be assigned to multiple teams. The aim of EM team efforts is to optimize overall equipment effectiveness, optimize safety and eliminate breakdowns through a thorough system of Equipment Management. These efforts include operator-performed autonomous maintenance, or minor routine maintenance, throughout equipment's entire life span. Therefore, under Work Execution the structure appears as shown in FIG. 1.
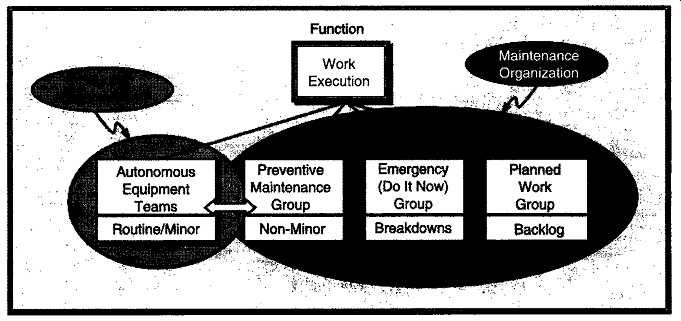
FIG. 1 Functional Structure--Work Execution
Immediately you can see the potential problem--a portion of the (maintenance) work execution function is performed in two departments. Is this really a problem? It should not have to be. Even in the combined production-maintenance style of organization, the Maintenance Manager retains ultimate responsibility for all plant maintenance operations, including those performed by personnel assigned within the production department and under the supervision of a production department supervisor. In FIG. 1, note the white arrow extending between the preventive maintenance group and the autonomous maintenance (AM) personnel; those production operators in the empowered EM Teams that perform the minor, routine and other assigned preventive/predictive (PM/PdM) maintenance work. The interpretation of the arrow is that the preventive maintenance work execution group defines the routine, preventive maintenance tasks to be performed by autonomous equipment operators and ensures that it is properly executed. Additionally, the preventive maintenance group (1) performs the remaining preventive maintenance tasks in concert with autonomous maintenance EM Teams, (2) coordinates with AM for performance of preventive maintenance and (3) augments and oversees training of AM operators (the trades assigned to the production EM teams have primary day-to-day operator maintenance training responsibility). What does this have to do with the maintenance scheduling function? The scheduler is responsible for validating the staffing levels of the preventive maintenance group by monitoring their work efficiency and labor hour requirements for preventive maintenance tasking. The scheduler schedules those PM/PdM tasks that are due, then monitors and tracks all PM/PdM to ensure 100% completion at the designated frequencies. In addition, the scheduler ensures that the preventive maintenance group has sufficient access to equipment to perform the required preventive maintenance through coordination efforts with production managers and supervisors; lastly, he or she lists all preventive maintenance tasks on the weekly maintenance schedule and tracks schedule compliance. Summarizing the scheduler's role with respect to the Preventive (PM/PdM) Maintenance Group and autonomous EM teams, he or she:
--verifies compliance with Preventive Maintenance Program;
--validates staffing levels, o monitors work efficiency;
-- tracks labor hour requirements;
--coordinates/ensures adequate equipment access for PM/PdM maintenance tasks;
--schedules weekly preventive maintenance and tracks schedule compliance.
The maintenance scheduler's role in interfacing with the Emergency (Do It Now) Maintenance Group is one of monitoring. The scheduler must determine as early as possible what is the impact of emergency, breakdown/break-in work on the existing schedule. Emergency work can impact scheduled work by the following scenarios:
1. Scheduled equipment becomes unavailable.
2. A resource shortfall occurs due to diversion of those resources to augment emergency team.
3. Lack of emergency work consumes the pool of stand-by work.
The remainder (and the majority) of the scheduler's effort is spent in coordinating and scheduling ready backlog work for the planned work group.
FIG. 2 Scheduling Control Follows Thermostat Principle
3. SCHEDULING DEFINED
Having covered the scheduler's role and interface with two of the three work execution functions, Preventive and Emergency Maintenance, we come now to the third function, which is Planned Maintenance. Obviously, this is where the overwhelming majority of the scheduler's efforts will be expended.
Control in management, though much slower in reacting, is similar to the thermostat principle as illustrated in FIG. 2. The fundamental requirement is an objective toward which progress is controlled by applying appropriate action to achieve the objective. The resultant achievement, measured against the original intention, provides feedback for correcting deviations.
The primary objective of maintenance, at the operational level, is to achieve maximum equipment reliability. The control function is in the form of maintenance schedules, which are basically statements of when jobs will be done. In addition, schedules represent:
1. the best utilization of personnel who can be predicted for the work that has to be done;
2. a statement of priorities mutually acceptable to maintenance and operations;
3. a means of communication for coordinating maintenance commitments between trades and with operations;
4. a definition of the maintenance supervisor's responsibilities;
5. a means of controlling time spent on each work order;
6. a working plan from which the maintenance supervisor can assign personnel, and on which they can indicate schedule interruptions;
7. a means of keeping maintenance and operations fully aware of what is happening so they can actively participate in establishing and adjusting priorities.
Scheduling, just as every operation performed in the Lean Maintenance Organization, is performed to achieve optimum equipment reliability. In effect, the schedule is the device for lining up jobs that are waiting to be done so that operational needs are best served and the best use is made of the human resources as well. The principles of scheduling are simple, but doing it is not quite so easy. Two operations must be carried out simultaneously to compile a viable schedule:
--Resource Level Scheduling (also referred to as capacity scheduling), to ensure maximum labor utilization and to avoid having persons being required in two places at the same time.
--Job Scheduling, to sequence the jobs on a day and time, priority basis.
This is the schedule that the maintenance supervisor (and/or scheduler) uses to allocate and assign personnel and to control work.
Although these are separate operations, they must be performed concurrently. Three factors combine to make scheduling difficult:
1. predicting the number of hours that may be needed for augmenting breakdown and urgent job resources;
2. planner-developed job duration estimates that provide a target on one hand and schedules that stand a reasonable chance of being achieved on the other;
3. the need for multiple trades to support a single job. The complexity of scheduling both single trade jobs and multitrade jobs so that schedule times mesh, without idle time, for all trades render schedule creation at least ten-fold more difficult. Such complexity magnifies the desirability, almost necessity, for acquiring or developing multi-skilled maintenance labor resources.
When laying out a schedule, the key element is duration of the job. This is how long the job is going to take--a very important consideration when the shutdown of operational units as well as the coordination of other trades may be involved. Quite clearly, with three difficult-to-predict and complex to reconcile variables involved, the schedule cannot be an absolute, rigid plan. Nonetheless, it must represent the most desirable objective for the maintenance supervisor to achieve. Additionally, within this framework, the maintenance supervisor must have adequate flexibility with respect to the sequence in which he or she does specific jobs. However, under no circumstances can the maintenance supervisor be allowed to substitute other jobs for those on the schedule without the authority of his or her immediate supervisor and the knowledge of the scheduler. The supervisor's immediate supervisor, in turn, will have to seek guidance when difficult or conflicting priorities arise.
3.1 Prerequisites for Effective Scheduling
Achieving scheduling objectives requires adherence to several proven principles and procedures:
1. Lead time--needed work must be identified as far in advance as possible so backlog of work is known and jobs can be effectively planned prior to scheduling.
2. Backlogs must be kept within a reasonable range. When planning and scheduling are performed by separately assigned persons, considerable dialog regarding backlog control must be maintained between them.
Backlog below minimum does not provide a sufficient volume of work to accommodate smooth scheduling. Backlog above maximum turns so slowly that it is impossible to meet customer needs on a timely basis or requires an inordinately large amount of overtime.
3. Special or heavy demands cannot be scheduled unless backlog is addressed by providing additional resources or by relaxing/reassigning priorities.
4. Jobs will not be scheduled until all planned needs (parts, materials, tools, special equipment, the item to be worked, any special support) are available in the quantity required and at the time necessary.
5. Each available maintenance trade must be scheduled for a full day of productive work for every day of availability.
6. Emergency work may be done at the expense of scheduled jobs if additional resources are required to augment the Emergency Work Group.
The displaced scheduled jobs would constitute an overloaded schedule and result in work being carried over to the next schedule period unless addressed by a temporary increase in capacity, i.e., overtime.
7. Additional work (amounting to approximately 10% of available scheduled labor resources) will be identified and posted to the schedule as fill-in work for situations where scheduled jobs cannot be performed for a legitimate reason or other scheduled jobs have been completed in less time than planned.
Adherence to these prerequisites ensures that:
--all maintenance needs are properly attended to;
--accurate evaluations are made as to the importance of each job with respect to the operation as a whole;
--customers have their work performed on a timely basis;
-- equipment downtimes experience minimum delay;
--work is performed safely;
-- overall maintenance cost is kept to a minimum.
All these combine to reduce the overall cost of a quality product.
"'Lack of forethought on your part, does not constitute an emergency on my part!"
3.2 Preparing Schedules
It is often more convenient and practical to prepare the weekly maintenance schedules using a daily scheduling approach. Daily schedules can then be merged into weekly schedules and used for time distribution purposes as well. The basic steps for preparing and using schedules are as follows:
1. The Scheduler prepares a schedule form for each supervised maintenance unit by filling in week beginning date, name of the responsible Maintenance Supervisor and the unit involved.
2. The Scheduler determines the amount of work that needs to be scheduled based on the available crew capacity and the trend of Ready Backlog size. (i.e., Are ready backlog labor hours within the 2-4-week range and has the ready backlog been steadily increasing, steadily decreasing or varying within a reasonable range inside the 2-4 week level?)
3. The Scheduler determines, by reference to weekly resource reports and, if necessary, by discussion with the Maintenance Supervisor, the quantity of labor resources (labor hours, by trade) expected to be working during the schedule week.
4. The Scheduler and the Maintenance Supervisor compare the amount of work needed to be scheduled to available resources to determine whether overtime (or some other form of labor resource level adjustment) needs to be arranged for.
5. The Scheduler, in concert with the Maintenance Supervisor, if desired or designated, reviews all work orders "Ready to Schedule" and from his own knowledge as well as from discussions with the appropriate operations supervisor, puts work orders into sequence order by priority.
6. The Scheduler lists each work order on the schedule form, which, when completed, is provided to the applicable Operations Supervisor, Maintenance Supervisor, and Support Activity Supervisor when applicable.
7. The Scheduler provides the updated Ready Backlog report to Operations. Operations should be trained on how to retrieve the report from the CMMS, but may require a printout of the report to be provided. Operations will review the report and select work they desire to be scheduled, or consider for scheduling, during the Weekly Schedule Coordination Meeting.
8. The Scheduler conducts the Maintenance Weekly Schedule Coordination Meeting attended by the applicable Operations Supervisor, Maintenance Supervisor(s), Preventive Maintenance Supervisor, and any other designated personnel. The meeting's purpose is coordination of maintenance and operations requirements in order to define and publish the maintenance weekly schedule.
However well schedules are constructed and coordinated, interruptions will occur and, after obtaining required authorization, the Maintenance Supervisor writes in the description and duration of the job(s) that interrupted the schedule. By using this process, the Maintenance Supervisor can keep a check on the priorities and on what is happening in the plant. By the same token, operations management and supervision can be kept aware and provide guidance on the full implication of conflicting priorities.
3.2.1 Scheduling Practices
Although the schedule prescribes the framework of the work for each week, it must be updated and reviewed daily by the Operations Supervisor, the Maintenance Supervisor and the Scheduler so that appropriate
adjustments can be made to compensate for interruptions. The results of these daily reviews and adjustments are published daily in the form of a Daily Maintenance Work Schedule. The following guidelines are recommended as sound scheduling practices:
1. List jobs on the schedule in descending order of priority and ensure that about 20% of labor-hours are scheduled on very low-priority jobs.
2. Schedule work for all available labor-hours and, if necessary for backlog management, for all required overtime labor-hours. Use the personnel assigned to low-priority work for Emergency/Breakdown Group Augmentation, if required.
3. Involve operations management in preparation of the schedule and provide them with copies to ensure that the commitments are acceptable and understood by both maintenance and production.
4. The planner should have ensured that work order operation steps or sub work orders are written for all trades on multi-trade jobs and the scheduler verifies that and they are then scheduled at the appropriate times on the schedules for those trades.
5. Operations management must advise maintenance management at the earliest possible moment if they are unable to release equipment as scheduled. Similarly, the maintenance department must advise operations management if the reverse situation is likely to occur.
Maintenance Schedulers ensure that necessary coordination is carried out by establishing an ongoing dialog with operations and maintenance management.
6. Review schedule at the end of each day and the first thing each morning to update and adjust it as necessary. The Scheduler verifies work and work order completion and that completed work orders are forwarded to the Planner (via CMMS as applicable).
7. The Scheduler ensures that "interrupt jobs" are written onto the schedule, or personally enters them on the schedule (action to be defined by SOP). The Scheduler then ensures that "interrupt job" coordination with operations and other trades is carried out, or personally coordinates with operations and other trades (action to be defined by SOP).
8. The Scheduler will rigidly follow and enforce rule that a schedule must be prepared by Friday of each workweek for each Supervisor, showing how he or she will utilize their personnel during the following week.
9. The Scheduler will ensure, via the Maintenance Manager, rigid enforcement of the rule that Maintenance Supervisors will not arbitrarily cancel jobs off their schedule.
10. Schedulers fill out schedule compliance report each week.
11. The Maintenance Manger reviews schedule compliance with maintenance unit supervisors each week. Operations and maintenance formulate plans as necessary regarding achieving/improving schedule compliance.
3.2.2 Scope of Maintenance Scheduling
Scheduler's Role
The scope of Maintenance Scheduling encompasses the allocation and coordination of the resources required for specific jobs. In addition, it includes the determination of when jobs get done and which resources can best be applied to their performance. The Maintenance Scheduler's role involves the following:
1. Operations and Maintenance (Work Execution) Liaison (for nonemergency or urgent work). Ensure that current and well-organized relevant backlog reports have been pre-issued to operations and maintenance supervision in preparation for weekly schedule coordination.
View liaison with a particular "customer" as a permanent relationship. Learn and take interest in their problems. Remain abreast of their workloads, short- and long-term plans and priorities. Help them think far enough in advance to facilitate effective planning. Provide continuity for their maintenance knowledge, records and information.
2. Determination of Resource Availability. Ensure that expectations for backlog relief are realistic. Early notification of a growing backlog trend can facilitate early preparation for additional resources, e.g., overtime.
3. Moderate Weekly Schedule Planning Meeting. Achieve a consensus between equipment custodians and maintenance trades supervisors with regard to the most effective near-term deployment of available maintenance resources. Be a moderator as long as possible; shift role to chairperson (i.e., coercion) of the meeting as a last resort.
4. Preventive Maintenance Scheduling. Ensure that all preventive/predictive routines are scheduled at their predetermined frequencies. Utilize CMMS automated printout.
5. Backlog Management. Ensure that requested completion dates (real or implied by assigned priority) are met while, at the same time, ensuring that even low-priority jobs reach the schedule in a reasonable period of time. Ensure Ready Backlog is maintained within the range of 2 to 4 weeks of labor. (See Section C for a short tutorial on the use of control charts for backlog management.)
6. Daily Scheduling and Schedule Adjustment. Coordinate new, high-priority work orders with those already in the weekly plan. Always strive to optimize schedule compliance, despite essential schedule "breakers." Practice capacity scheduling by always selecting a little more than enough work for each person, each day.
7. Support of Job Execution. Verify that the responsible supervisor receives and understands the planning package for each scheduled job.
Provide follow-up coordination to assure that all agreed-upon supportive actions of others are performed on schedule. (When planning and scheduling functions are performed by separate personnel this may be a planner function, although the scheduler should verify these actions.)
8. Job Assignment to Specific Technician. This is a local procedural matter. The supervisor retains this responsibility to enable the scheduler to focus more on future concerns rather than being caught up in present concerns.
9. Schedule Follow-up. Determine the level of schedule compliance and reasons for completion shortfalls. This is a "constructive" responsibility towards future improvement.
Scheduler's Activities
Table 1 Attendees at Weekly Schedule Planning Meeting
During job scheduling, the Scheduler coordinates with Operations by conducting a structured, regularly scheduled, weekly meeting intended to reach accord regarding the most important jobs to be scheduled during the approaching schedule week (Friday through Thursday). Jobs are selected from the "ready backlog" listing; those in the backlog that are ready to be scheduled (no holds for material, etc.). The recommended attendees of the weekly schedule planning meeting, together with the purpose, or intent of their attendance, are provided in Table 1. Preparation activities for the weekly meeting require that the Scheduler:
--has the Planner's current computerized backlog file of work orders available and waiting to be scheduled. The unavailable (unplanned) backlog requiring engineering, awaiting materials, awaiting equipment access, etc., are filed and categorized accordingly;
-- once available (ready for scheduling) they are filed by required start date-sorted by CMMS;
-- ensures Backlog Status Report is issued (by Planner) to all attendees on day preceding meeting (see Section C, Exhibit C-4);
-- links multiple jobs on the same equipment or in the same proximity;
--is conscious of PM/PdMs due so these can also be reflected in discussions and resultant schedule;
-- considers approaching PM/PdMs: perhaps they should be performed early to take advantage of the scheduled downtime and avoid another shutdown in only a matter of a few weeks;
-- ensures the PM/PdMs of all groups are considered;
--negotiates for downtime windows, when selected maintenance can be performed, and obtains specific agreement on timing of necessary equipment access;
--coordinates with Operations Planning;
--makes reliable outage duration estimates;
-- searches for the best time to take the equipment down and perform the necessary work by considering it from all perspectives, but remains aware that the internal customer must ultimately prevail;
-- arranges for necessary safety inspections, fire watches and standby positions associated with ladder safety, vessel entry, etc.
When selecting jobs for the Weekly Master Schedule, all parties should be aware of those jobs approaching their requested completion dates. Any of these jobs that cannot be scheduled to meet those dates can be discussed with the WO originator in the context of the priorities of other available work as established by all attendees. In this manner, WO priorities can be "fine-tuned." Based upon input from, and agreements reached during the coordination meeting, the Scheduler prepares the Weekly Master Schedule (refer to FIG. 3).
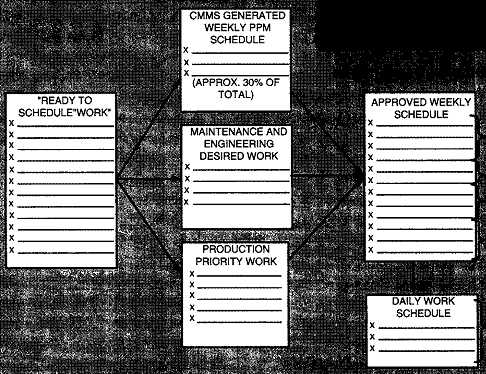
FIG. 3 Maintenance Schedule Planning Meeting
For each job placed on the schedule the Maintenance Scheduler must:
1. verify availability of parts, materials and special tools required for execution;
2. in concert with Maintenance Supervisors, allocate available resources to specific jobs,
a. balance work scheduled with labor-hours available; i. make a conservative provision for urgent schedule breaks; ii. schedule 100% of remaining labor-hours to the "fine-tuned" prioritized work list; iii. identify fill-in jobs to be performed should scheduled jobs be unavoidably delayed;
b. prepare weekly/daily schedules in accord with established importance; this may be up to 10% of the available labor hours;
3. issue final schedule,
a. incorporate all preventive/predictive maintenance inspections at their predetermined frequencies;
b. schedule the timely completion of all identified corrective maintenance;
c. review the schedule and planned job packages with the Maintenance Supervisor to ensure that nothing falls through the cracks due to misinterpretation of intent or meaning.
The Weekly Master Schedule should now be a document that all parties, through contribution, accept ownership. Requested schedule breaks require the sanction of the Operations Manager, Operations General Foreman or Shift Supervisor on the off-shifts. Section C, Exhibit C-5, Weekly Master Schedule, illustrates a typical layout of a weekly schedule form. The actual format of the schedule template is dependent on your particular plant's organizational structure, trade categories, skill levels and so on.
Daily Schedule Adjustment (See Table 2 for a typical daily schedule.)

Table 2 Typical Daily Work Schedule Entries
When making adjustments to the daily schedule, the Maintenance Supervisor:
1. checks preparedness for each day of the Weekly Master Schedule by
a. verifying that he/she has the planned job packages. The supervisor's packets should consist of not less than the following:
i. turnaround schedule, if applicable; ii. copies of all jobs that he or she will be supervising for that day; iii. progress report forms---completed to the point applicable; iv. telephone and/or pager list; v. the work schedule for supervisory personnel; vi. a copy of the turnaround organization; vii. instructions for progress reports and meetings; viii. a set of trade work rules; ix. instructions regarding materials handling; x. instructions regarding the use of contract Supervisor and clerks; xi. instructions regarding the reporting of contractor daily time reporting; xii. a list of helpful reminders; xiii. turnaround objectives;
b. checks that each crew is aware of their assignments;
c. checks with Operations supervision to determine that the equipment be available when the scheduled crew arrives at the job site;
d. checks whether kitted materials will be delivered to the job site ahead of crew arrival;
2. verifies that applicable operations supervisors have finalized the daily schedule;
3. keeps all parties aware of schedule status and manpower availability on a daily basis, or more often;
4. coordinates schedule adjustments for the balance of the week (beyond the current day) with Operations,
a. carries extended or delayed jobs over to next day;
b. makes adjustments to protect as much of the original schedule as possible.
Job Close Out and Follow-Up
Prior to completing each day's job close outs, the Maintenance Supervisor reviews schedule compliance with the scheduler. At the end of each workweek, they perform a summary review. Following the reviews, the Scheduler:
--annotates schedule status of individual jobs;
--receives from the individual maintenance group supervisors, the completed work orders for those jobs which have been completed;
--verifies that all essential feedback entries have been made and forwards the work orders to the Maintenance Planner for standardized entry validation, backlog update and entry of CMMS completion data. During WO closeout, the Planner must:
-- verify proper account designations;
-- verify WO coding, but avoid inappropriate changes; checks with maintenance supervisor first; o review actual labor and material usage relative to estimated usage, in order to ascertain necessary refinements of the planned job package before filing for future use;
-- check proper disposition of any leftover materials;
--equipment;
--purchased materials and parts;
--special tools (Maintenance Supervisor);
--stock items;
--free Bin Stock (Tradespersons);
--calculate Schedule Compliance and prepare associated reports (or enter data into CMMS).
4. METRICS--SCHEDULE COMPLIANCE AND LABOR EFFECTIVENESS
By approving the schedule, maintenance has agreed to perform the work contained on the schedule and operations has agreed to make the equipment available so the work can be performed and not demand diversion of the scheduled resources except for a legitimate emergency.
In order to determine the quality of the scheduling function and of the PM Group schedule performance, schedule compliance must be calculated and reasons for any noncompliance determined. Questions to be answered include:
--How did we do on last week's schedule?
--How many of the scheduled jobs were actually completed?
--Did maintenance not get to them or did operations deny access?
--How many actual labor-hours were used vs. scheduled labor-hours?
--How many unscheduled jobs broke into the schedule? Why were they necessary?
Answers to these questions will highlight the underlying reasons for poor schedule compliance. Maintenance personnel are fond of saying, "A given maintenance job never goes the same way twice." While this statement is basically true, they often add, "... therefore, maintenance cannot be measured." This part of their statement is false. The first part of the statement simply influences the precision with which you can estimate, the jobs where maintenance estimates should be applied and the measurement period required to level out the fluctuations in individual jobs.
Industrial engineers attempt to establish production standards with an accuracy of + 5%. Considering the difference in consistency between production operations and maintenance work, expectations of maintenance estimates cannot exceed an accuracy of much better than + 15%. If the estimates are used for determining Percent Performance (Estimated Hours+Actual Hours) as opposed to Schedule Compliance (Hours of Scheduled Work Completed + Hours of Scheduled Work), the calculation should be made weekly and should be calculated at the Maintenance Supervisor level, i.e., all crews responsible to a given supervisor. The one week period puts several jobs into the calculation, allowing for averaging of unusually difficult jobs with unusually easy ones.
Accuracy on individual jobs is not reliable, but accuracy over the several jobs completed by a crew in a given week is acceptably accurate, particularly for measuring performance trends. Individual (as opposed to crew) performance can be calculated periodically, but only to guide necessary training to meet the critical needs and never for disciplinary reasons. The use of work measurement for discipline detracts from applications that are more important, namely backlog control, work scheduling improvements and group performance trends.
Labor Efficiency is the traditional efficiency report calculation (standard or estimated labor hours divided by actual labor hours). The measure indicates how well the crew is performing in relation to the expectation.
Variance from estimate might indicate poor crew performance, inaccurate estimate, or inaccurate work scope. The labor efficiency number as a percentage is" (Total Estimated Hours for Work Orders Completed/Total Actual Labor Hours for the Same Work Orders) x 100. Schedule compliance is merely a number that indicates a quantitative value of work completed vs. work scheduled. While important, a more qualitative report that considers the "whys" of nonconformance is more important to more people. The schedule compliance number as a percentage is: (Hours of Scheduled Work Completed + Hours of Scheduled Work) • 100 In order to provide the most accurate compliance number, the hours of scheduled work used in the calculation should be the sum of the adjusted daily scheduled hours for each workweek. Table 3 provides a simple layout of a weekly compliance worksheet.
Schedule Effectiveness and Schedule Performance are two additional scheduling metrics that assist Maintenance Management to fully understand how their labor resources are being utilized. The data for these metrics comes from the same sources as Schedule Compliance and Labor Efficiency.
The schedule effectiveness number as a percentage is: (Direct Scheduled Hours Completed/Labor Hours Available) x 100 The target percentage is 65%
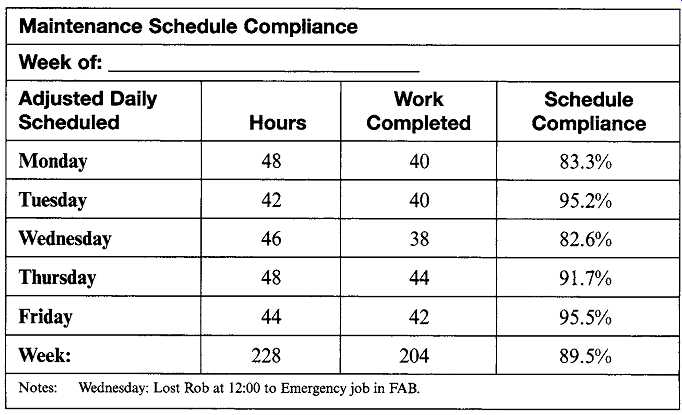
Table 3 Schedule Compliance Worksheet
The schedule performance number as a percentage is: (Scheduled Hours Complete (Direct & Indirect)/ Labor Hours Available) x 100 The target percentage is 80%
Before further discussion, a little background is needed with regard to the "Labor Paid Time." Table 4 begins with the total paid labor, which is the typically used number of 2080 hours and that is the "Labor Paid Time" value used in the calculation of Labor Utilization. The available hours at the bottom of the table (1707 hours)should be used, you say. Why? If the tradesperson is paid for 2080 hours, then 2080 is the number that should be used.
Admittedly, that limits the absolutely best utilization to no better than 82%, as shown at the very bottom of the table.
Table 4 Determining Available Labor Hours
Additionally, calculating utilization in this manner (and widely publicizing the methodology shown in Table 4) indelibly etches in the minds of each tradesperson, the often unrealized fact that the company is absorbing nearly 20% of every person's salary (not to mention things like taxes and other benefits) with no hope of gaining anything in return. The effect can only be to increase the general level of enthusiasm for improving labor efficiency.
In order to complete the labor utilization calculation, the productive, often referred to as wrench, time must be known. This portion of labor utilization relates to measuring how effective the planning and scheduling function is being performed. Effective, and continuously improving, planning and scheduling in a Lean Maintenance Environment is critical to improving labor utilization. Labor Productive Time does not include time consumed by the following:
--waiting on parts or locating parts/parts information;
--waiting on other asset information such as procedures, drawings, technical manuals, etc.;
--waiting for the equipment to be shut down;
--waiting for other trades to complete their portion of the work;
--any other delays due to the lack of effective planning and scheduling;
--any other delays due to "other factors."
Accurately defining wrench time is completely dependent on accurate and detailed completion (recording job performance information)of the work order. The use of CMMS may actually detract from the accuracy of the details unless a PDA or similar information recording device is utilized.
Identifying work delays and their causes after the job is completed is dependent on recall from one's memory, which, after the work is completed, might not be as accurate as "real time" identification. It is strongly recommended that the lead tradesperson on every work order be provided with a standard form for the real time entry of important work execution information. A suggested format for this information entry is shown in Section 6, Section 6.1.6.
One key part of planning is determining the scope of the repair job and the special tools and equipment that are required for a quality repair. A continuing concern of the maintenance planning function should be on improving existing repair methods whether by using better tools, improved repair procedures or diagnostic equipment and using the right skills for the job. Providing the best possible tools, special equipment, shop areas, repair procedures and craft skills can be a key contributor to continuously improving work plans. The Job Plan Survey process is one method to capture this information.
Another powerful metric of tracking performance of the scheduling process captures the percent of work that was planned for the scheduled week. Trending this metric on a weekly basis provides a clear picture of the relationship of labor planned versus breakdowns.
The percent planned work number as a percentage is: (Hours on Planned Work/Total Hour Worked) x 100
5. GENERAL SCHEDULING CONSIDERATIONS
Communication is the key to successful maintenance scheduling; this involves everyone from the Planner, Scheduler, Maintenance Supervisor,
Craftsman, Storeroom personnel, Production Manager and Supervisors, to the Operator who is responsible to have the equipment secure and ready for maintenance. Any breakdown in this communication diminishes the probability of success.
In the case of the plant just installing or initiating the Maintenance Planning/Scheduling function, do not utilize an automated scheduling function. Trying to automate something that is not yet been performed in the basic, manual mode will cause frustration and a general lack of understanding the process. The potential benefits of scheduling automation are best achieved by first establishing sound communication foundations that support the "by-hand" scheduling processes. By sticking to the basics, most organizations can achieve significant skill levels in their maintenance scheduling capabilities. Even when the scheduling capability exists in an already implemented CMMS/EAM, resist its use until your schedulers have mastered the fundamentals.
When scheduling longer duration and/or generally more complex jobs, the Scheduler should be alert to identify areas of risk. Look for those job elements that, if not prepared, ready, successfully executed or otherwise confounded, can seriously impact job duration, equipment downtime or craft availability for subsequent work. When risk areas are identified, work with the Planner and Maintenance Supervisor to identify potential risk mitigation actions. At the very least, visit the work site just prior to the potential risk to follow it through, being prepared to take any necessary actions such as temporarily diverting other resources, alerting production supervisor to alter production schedules or other actions as necessary.
PREV. | NEXT | Article Index | HOME