AMAZON multi-meters discounts AMAZON oscilloscope discounts
The previous section dealt largely with procedures for effective maintenance-storeroom service at minimum overall cost. This section is concerned with the facilities and equipment that serve to implement the established procedures.
PRELIMINARY ASPECTS OF STOREROOM DESIGN
Before it is possible to deal with specific storeroom buildings, facilities, or layout, decisions are required concerning (1) the degree of stores centralization, (2) the extent of inventory control to be established, and (3) the scope of related functions that stores personnel will be expected to handle.
Centralized or Decentralized Storerooms. Since this subject is basic to any form of control procedures, it was discussed in detail in the preceding section. A centralized maintenance storeroom permits considering many cost-reduction techniques that might not be practical with smaller subdivided storerooms. Some of these techniques involve administrative procedures. In addition, there are refinements in storeroom facilities and handling equipment which could hardly be justified unless given maximum use in a centralized location.
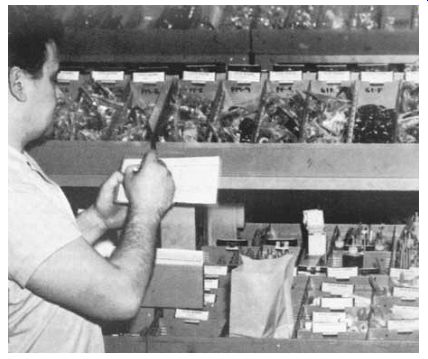
FIGURE 1 Portion of a self-service storeroom showing items arranged for
ease of selection.
The Question of Storeroom Attendants. There are several possible approaches to be considered, each of which has an influence on how the storeroom should be partitioned or otherwise arranged:
1. Trained attendants to receive, store, and disburse all items that are stocked. This approach requires partitions to keep out those not authorized to enter. One or more issuing windows or counters are needed. In addition to the obvious improvement in stores records and prevention of losses that such an approach helps provide, a more efficient and space-conserving layout within the store room becomes possible. With less need for visual inspection to find the desired material, bin arrangement can be more compact, vertical space can be utilized more effectively, and handling equipment of a specialized nature can successfully be applied.
2. No attendants, with stores area open to maintenance men concerned. This is the other extreme.
There isn't much control this way, but neither is there the added labor cost for issuing material. This is a frequent method for establishing small area stores locations. In cases of this kind, simplicity of arrangement is desirable. Stock should be out in the open, where it can be identified and selected easily. The facilities should be such that they make orderly upkeep as easy as possible. FIGURE 1 shows a portion of the stores facilities in a large research laboratory where both maintenance men and laboratory technicians have ready access to certain classes of material and supplies. Requisitions are prepared to cover the material that is taken.
3. No attendants, with limited access to stores area. In such cases, the facilities involved are usually locked in some manner. Examples range from small storage cabinets to sizable storeroom areas.
Typically, a craft foreman would have the key and authorize withdrawals as needs arise. This would be a commonly applied arrangement for small storerooms near craft shops or within plant areas. It would also be common for larger storerooms that are attended during busy shifts to be locked and entered by a maintenance foreman on the second or third shift.
Facilities for Receiving Stock Shipments. In a manufacturing plant, the volume of maintenance material might be far exceeded by production supplies. The receiving function would be likely to be consolidated in such cases to avoid duplication of services. Its location would no doubt be established for maximum convenience to the production storerooms. Most maintenance material would require plant transportation to the point of storage. While disadvantages from a maintenance stand point are obvious, this might be the best arrangement.
In a chemical plant or petroleum refinery, to take another example, incoming hardware shipments would normally be for maintenance usage. A receiving area might well be established at the maintenance storeroom, particularly if it were set up on a centralized basis.
In any case, provision should be made for adequate facilities. This will include one or more docks for truck and perhaps rail shipments. Consideration should be given to providing a hoist or crane in at least one dock area for handling heavy equipment replacements or repair parts. Space will be required for the usual temporary storage during the processes of shipment identification and subsequent inspection. The facilities should be planned so that unnecessary handling is avoided.
Tool-Crib Combination. It may be an advantage to combine the issuing of special tools for temporary use with the issuing of maintenance material. This is more likely to be the case if the tool control duties do not justify a separate, full-time attendant. The location of craft shops with respect to the maintenance storeroom will also influence whether such a combination of duties can properly be made. If so, the storeroom layout should provide for the required space and racks.
Location of Spare Parts. The preceding section brought out the advantages possible from centralized storing and record keeping for spare parts as well as regular maintenance material. It was indicated, however, that parts storage near the equipment concerned is sometimes desirable. Decisions along this line will be necessary in firming up the requirements for maintenance-storeroom facilities and space.
Spare parts are relatively expensive. If they are not kept in attended storerooms, they should be locked in cribs or cabinets except where their size or nature precludes their being lost, stolen, or misused.
Location of Salvaged Stock. Such items as valves, pipe fittings, and motors may have a value after salvage that compares closely with the value of new stock. In many cases, the material can be substituted for purchased stock inventory and should be stored and controlled in a suitable manner. This can properly be done through the same storeroom facilities as for purchased material. Adequate planning for maintenance stores facilities will consider the salvaged items in specific categories.
Provisions for Pickup or Delivery. The maintenance storeroom in a small plant may need only the issuing window plus a locking gate for occasional entrance or exit of transporting equipment. In a large plant, however, it is often desirable to establish a material delivery system. This may involve either regularly scheduled or requested trips by a pickup truck or smaller plant-delivery truck. FIGURE 2 shows a type of truck suitable for inside or outside use.
In any case, but particularly where scheduled pickups are anticipated, the storeroom facilities should provide space for truck-load accumulation. In a multi-building plant, dock space for loading of the truck may be needed.

FIGURE 2 Small delivery truck suitable for use either in plant aisles or
between buildings.
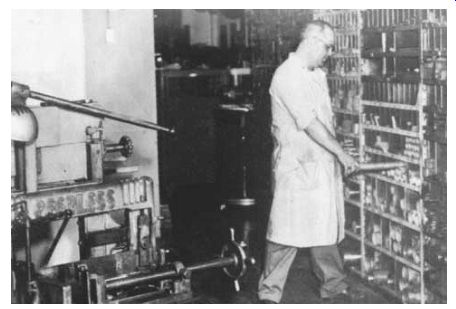
FIGURE 3 Power hacksaw in metals storeroom, used with other cutting equipment
to issue requested lengths and sizes.
Storage for Specific Large Jobs. Advance planning for large maintenance or construction jobs usually requires the ordering of certain non-stock items. After checking the receipt of these, they should be stored temporarily until the respective jobs are scheduled. Some items can be stored at the jobsite or outdoors. Others need to be kept in a locked crib until they are required. Space for this purpose should be allocated so that overall handling requirements are at a minimum.
It may also be advantageous to withdraw from regular stock certain items which will be required in unusually large quantities on planned projects. It is common practice to place these in the temporary storage crib with non-stock items.
Free Stock. As noted in the preceding section, some high-usage items are not worth dispensing by stores attendants in the usual manner. There is still the need to maintain inventory levels through visual inspection, however. Accordingly, it may be appropriate to store such material at the central storeroom but outside the restricted area. The stores layout should provide for such space as required.
High-Value Items. In addition to a storeroom enclosure in which only the attendants are normally admitted, a locked crib or storage cabinet may be required within the storeroom to which only designated individuals have access. This will serve to control the items, such as new drill bits or hand tools, which are subject to being stolen.
Bulky, Heavy, or Weather-Resistant Items. Not all maintenance material must go in an enclosed storeroom. Heavy equipment parts that are not easily transported may be kept where they will eventually be used. Material such as lumber, pipe, and steel plate is commonly stored near the shops that use it, sometimes outdoors. A survey of items in this category will assist in minimizing the maintenance stores area without making it inadequate.
Need for Cutting to Length or Size. It is common practice for the maintenance shops to do what cutting is required on steel bar stock, steel plate, sheet metal, pipe, plastic, etc. In such cases, the shops would provide storage for the partially used lengths or sheets. For closer control, however, particularly where more than one shop location is involved, it is advisable for the central storeroom to do some cutting to length or size according to indicated needs.
FIGURE 3 shows one of several cutting tools within the storeroom of a large research laboratory which are used to prevent waste of steel sheet, plate, bar stock, and materials such as stainless steel, aluminum, brass, and laminated plastic. The cutting operations are part of the assigned duties of stores attendants. In addition to the power hacksaw shown, there are metal band saws, a power shear, abrasive-cutoff equipment, and plate-burning equipment.
Clerical Functions and Office Space. The preceding section covered the procedures involved in clerical stores-control functions. The storeroom layout should make adequate provision for needed personnel and office equipment. Sufficient counter space is required for the attendants to receive requests and issue stock without crowding. Clerks who work at a desk should have facilities with which they can do an effective job. Supervisors' offices should be close to those with whom they are concerned.
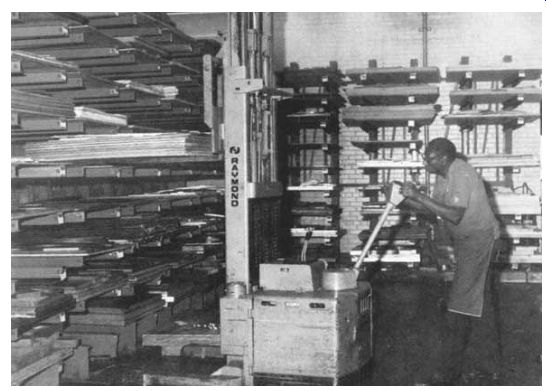
FIGURE 5 Small forklift truck used for handling metal plate and similar
material.

FIGURE 4 Fork truck used for high vertical lifts of palletized material.
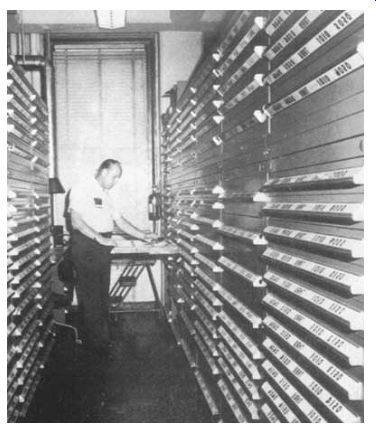
FIGURE 7 Typical drawer storage.
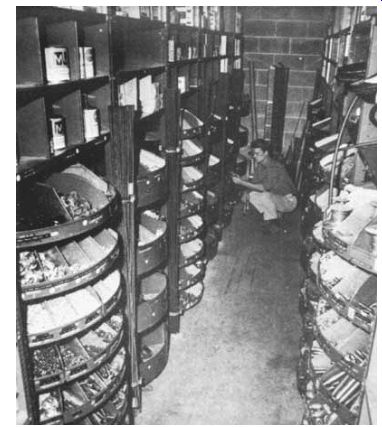
FIGURE 6 Typical circular bins.
BASIC STOREROOM-DESIGN CONSIDERATIONS
The functional requirements of storeroom facilities will be indicated by analysis along the lines discussed in the preceding section. The next step is to develop the basic building and equipment requirements.
Location in Plant. Unless existing unused space requires making a compromise, the most practical location should be determined by considering points such as:
1. The flow of material into and out of the storeroom.
2. The flow of individuals served by the storeroom. Unless material delivery is emphasized, the time for maintenance men to make a round trip for needed material becomes important.
3. Integration with maintenance shop facilities. If the shops are centralized, for example, an adjacent or included stores facility would probably be needed.
Type of Building. One aspect is the choice between single- and multistory buildings. When ground space permits, use of single-level storerooms will provide advantages such as:
1. Less handling by elevators, chutes, or hoists.
2. Ease in supervising personnel and using them effectively
3. Greater load-bearing capacity for vertical stacking
Handling Equipment. This should be suited to the type of material. It should be recognized that physical lifts of 50 lb for men or 35 lb for women are suggested as approximate upper limits.
1. These figures are subject to variations according to industry practice. State laws may be applicable in some cases. For small items that can be lifted by hand, simple grocery-type carts are ideal when filling orders.
Fork-truck handling of palletized loads is a common way to transport heavy material and store it so as to make use of vertical space. FIGURE 4 shows typical equipment in use for very high lifts.
FIGURE 5 shows a smaller unit designed for lifting and storing plate stock. Permanently installed cranes or hoists may be justified where lifts occur frequently within a define storeroom area.
Storage Facilities. These should be designed for protection of stock, ease of access, minimum use of floor space, and accommodation of quantities to be stored. Some of the commonly applied types are as follows:
1. Shelves and bins. While they may be constructed of wood, the flexibility and relatively low cost of sheet-metal shelving or bins makes this form of small-item storage popular. They may be rectangular or circular, as shown in Fig. 6. Drawers provide for compact storage of small tools as shown by Fig. 7.
2. Movable bins. To reduce the required space, roller-mounted bins may be installed on parallel tracks, as in Fig. 8. The extra time to open an aisle for space for access to parts must be weighed against floor-space savings. This method would normally be considered only for very slow-moving items.
3. Racks. Various forms of specialized racks may be purchased or constructed for orderly storage of pipe, bar stock, sheet metal, steel plate, etc. Heavier, rectangular racks for palletized-load storage (Fig. 4) are commonly installed to utilize air space rather than floor space. If the palletized material is uniform and sturdy, pallets may be stacked without racks. When fork trucks are used, aisle space is required for truck turning.
4. Portable facilities. Bringing the storeroom to the work site is practical to a limited extent, utilizing special-purpose trailers. FIGURE 9 shows such an installation as applied in a petroleum refinery.
5. Flammable liquids, chemicals. Separate storage areas may be required. The types of containers should be developed to fit specific needs.
6. Identification. In all cases, provision should be made for easy and precise identification of stored material. The use of a comprehensive catalog is desirable, as previously discussed. Item numbers should be visible on bins and racks where practical. Use tags or direct marking on parts when needed for positive identification. Color coding of bar-stock ends is a standard approach to designate the alloy content. Identify material so that the required physical inventory can be taken by stores personnel with a minimum of confusion.
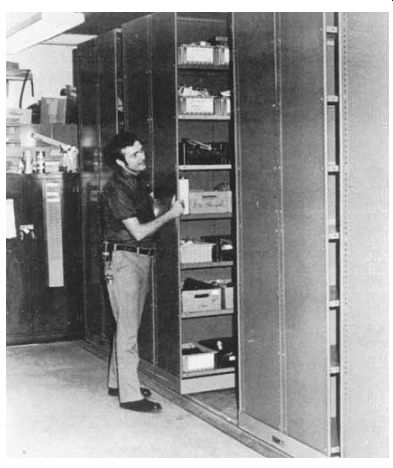
FIGURE 8 Movable bins, equipped with rollers on floor tracks.
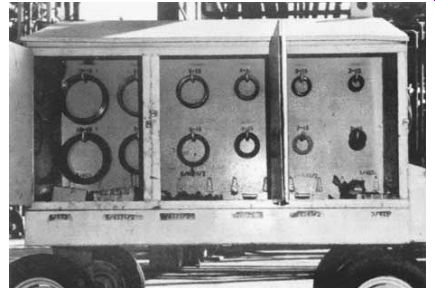
FIGURE 9 Trailer used to store gaskets and other material near the work
location in a petroleum refinery.
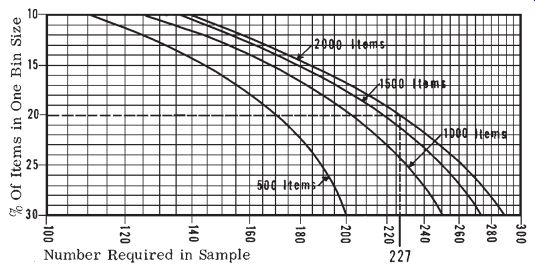
FIGURE 10 Curves for determining number of parts to be sampled in the estimation
of total bin requirements.
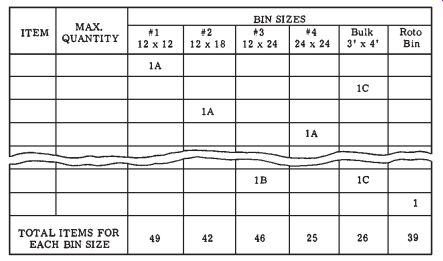
FIGURE 11 Method of tabulating samples of individual bin requirements to
estimate total bin space needed.
Capacity of Storage Facilities. After you determine the items to be stocked, the quantities involved, and the types of storage facilities needed, you should estimate the quantity of required facilities. This may be done for shelves and bins on a sampling basis as follows:
1. Obtain a list of (1) the total number of items to be stocked in bins, (2) the estimated number of times per year each item will be issued, and (3) the order point and order quantity of each.
2. From Fig. 10, determine how large a sample must be analyzed for valid checking of bin-capacity needs. The sample curves on this chart are calculated for a 95 percent confidence level. For example, if a storeroom carries 2000 items and 20 percent is the estimated maximum stored in any one bin size, some 227 items should be sampled at random from the stock list.
3. Compute the maximum quantity of each item sampled, which will be the order quantity plus approximately one-half the order-point quantity.
4. Decide what bin size is needed for each of the maximum quantities. Standardize on a bin depth, say 2 ft. Estimate the width and height of opening required. Three or four bin sizes would normally be sufficient plus large bins for bulk items and roto-bins or drawers for small, loose parts.
5. Classify the samples by frequency of issue, for later use in storeroom layout. Generally, about 20 percent will fall into the most-often-used group (A), 60 percent into the less-often-used group (B), and 20 percent in the rarely used group (C).
6. Tabulate this information in chart form similar to that in Fig. 11, assigning each item to a bin just large enough to hold the maximum quantity. Indicate by letter which group the item belongs to. For the example charted, 49 of the items sampled will require a 12- by 12-in. bin, 42 a 12- by 18-in. bin, etc.
7. Compute the number of bins of each size needed to handle all 2000 items. Thus, 49/277 times 2000 equals 432 bins of No. 1 size.
8. Allow a safety factor and a factor for future expansion as considered desirable. For example, 432 plus 20 percent equals 518 bins of No. 1 size. Compute the total area of shelf opening and the total bin floor space.
9. Estimate the space requirements of palletized items, those requiring racks, etc.
Layout. In developing the storeroom layout, keep Group A items up front and Group C items in the rear. Movable bins might properly be specified for the latter to conserve space. The group letters of Fig. 11 will show how many bins of each size are needed for each classification.
Keep the aisles as narrow as practical. Keep allied items, such as nuts and bolts, together. Put heavy items and bulk materials in ground-level bins. Put the fastest-moving items at eye level.
Provide adequate space and facilities for all forms of storage and for the functions previously noted such as receiving, counter space, cutting equipment, clerical work, and accumulation for delivery.
PREV | NEXT | Article Index | HOME