AMAZON multi-meters discounts AMAZON oscilloscope discounts
Too many maintenance functions continue to pride themselves on how fast they can react to a catastrophic failure or production interruption rather than on their ability to prevent these interruptions. Although few production engineers will admit their continued adherence to this breakdown mentality, most plants continue to operate in this mode.
MAINTENANCE MISSION
Contrary to popular opinion, the role of maintenance is not to "fix" breakdown in record time; rather, it’s to prevent all losses that are caused by equipment or system related problems. The mission of the maintenance department in a world-class organization is to achieve and sustain the following:
- Optimum availability
- Optimum operating conditions
- Maximum utilization of maintenance resources
- Optimum equipment life
- Minimum spares inventory
- Ability to react quickly
Optimum Availability
The production capacity of a plant is partly determined by the availability of production systems and their auxiliary equipment. The primary function of the maintenance organization is to ensure that all machinery, equipment, and systems within the plant are always online and in good operating condition.
Optimum Operating Condition
Availability of critical process machinery is not enough to ensure acceptable plant performance levels. The maintenance organization must maintain all direct and indirect manufacturing machinery, equipment, and systems so that they will continuously be in optimum operating condition. Minor problems, no matter how slight, can result in poor product quality, reduced production speeds, or other factors that limit overall plant performance.
Maximum Utilization of Maintenance Resources
The maintenance organization controls a substantial part of the total operating budget in most plants. In addition to an appreciable percentage of the total-plant labor budget, the maintenance manager often controls the spare parts inventory, authorizes the use of outside contract labor, and requisitions millions of dollars in repair parts or replacement equipment. Therefore, one goal of the maintenance organization should be effective use of these resources.
Optimum Equipment Life
One way to reduce maintenance cost is to extend the useful life of plant equipment.
The maintenance organization should implement programs that will increase the useful life of all plant assets.
Minimum Spares Inventory
Reductions in spares inventory should be a major objective of the maintenance organization; however, the reduction cannot impair their ability to meet the first four goals.
With the predictive maintenance technologies that are available today, maintenance can anticipate the need for specific equipment or parts far enough in advance to purchase them on an as-needed basis.
Ability to React Quickly
All catastrophic failures cannot be avoided; therefore, the maintenance organization must be able to react quickly to the unexpected failure.
EVALUATION OF THE MAINTENANCE ORGANIZATION
One means to quantify the maintenance philosophy in your plant is to analyze the maintenance tasks that have occurred over the past two to three years. Attention should be given to the indices that define management philosophy.
One of the best indices of management attitude and the effectiveness of the maintenance function is the number of production interruptions caused by maintenance related problems. If production delays represent more than 30 percent of total production hours, reactive or breakdown response is the dominant management philosophy. To be competitive in today's market, delays caused by maintenance-related problems should represent less than 1 percent of the total production hours.
Another indicator of management effectiveness is the amount of maintenance over time required to maintain the plant. In a breakdown maintenance environment, over time costs are a major, negative cost. If your maintenance department's overtime represents more than 10 percent of the total labor budget, you definitely qualify as a breakdown operation. Some overtime is, and always will be, required. Special projects and the 1 percent of delays caused by machine failures will force some expenditure of overtime premiums, but these abnormal costs should be a small percentage of the total labor costs.
Labor usage is another key to management effectiveness. Evaluate the percentage of maintenance labor, compared to total available labor hours that are expended on the actual repairs and maintenance prevention tasks. In reactive maintenance management, the percentage will be less than 50 percent. A well-managed maintenance organization should maintain consistent labor usage above 90 percent. In other words, at least 90 percent of the available maintenance labor hours should be effectively used to improve the reliability of critical plant systems, not spent waiting for something to break.
Three Types of Maintenance
There are three main types of maintenance and three major divisions of preventive maintenance, as illustrated in Fig. 1:
- Maintenance improvement
- Corrective maintenance
- Preventive maintenance
- Reactive
- Condition monitoring
- Scheduled
Maintenance Improvement:
Picture these divisions as the five fingers on your hand. Maintenance improvement efforts to reduce or eliminate the need for maintenance are like the thumb, the first and most valuable digit. We’re often so involved in maintaining that we forget to plan and eliminate the need at its source. Reliability engineering efforts should emphasize elimination of failures that require maintenance. This is an opportunity to pre-act instead of react.
For example, many equipment failures occur at inboard bearings that are located in dark, dirty, inaccessible locations. The oiler does not lubricate inaccessible bearings as often as those that are easy to reach. This is a natural tendency, but the need for lubrication could be reduced by using permanently lubricated, long-life bearings. If that is not practical, at least an automatic oiler could be installed. A major selling point of new automobiles is the elimination of ignition points that require replacement and adjustment, introduction of self-adjusting brake shoes and clutches, and extension of oil-change intervals.
===
MAINTENANCE IMPROVEMENT (MI) PREVENTIVE (PM) CORRECTIVE (CM)
Reliability-driven Modification Retrofit Redesign Change order Equipment-driven Self-scheduled Machine-cued Control limits When deficient As required Statistical analysis Trends Vibration monitoring Tribology Thermography Ultrasonics Other NDT Periodic Fixed intervals Hard time limits Specific time Breakdowns Emergency Remedial Repairs Rebuilds
Predictive Time-driven Event-driven
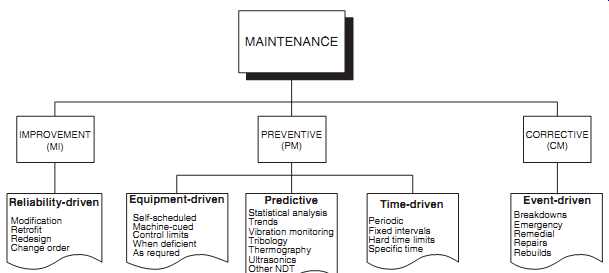
Fig. 1 Structure of maintenance.
===
Corrective Maintenance
The little finger in our analogy to a human hand represents corrective maintenance (i.e., emergency, repair, remedial, unscheduled). At present, most maintenance is corrective. Repairs will always be needed. Better maintenance improvement and preventive maintenance, however, can reduce the need for emergency corrections. A shaft that is obviously broken into pieces is relatively easy to maintain because little human decision is involved. Troubleshooting and diagnostic fault detection and isolation are major time consumers in maintenance. When the problem is obvious, it can usually be corrected easily. Intermittent failures and hidden defects are more time consuming, but with diagnostics, the causes can be isolated and then corrected.
From a preventive maintenance perspective, the problems and causes that result in failures provide the targets for elimination by viable preventive maintenance. The challenge is to detect incipient problems before they lead to total failures and to correct the defects at the lowest possible cost. That leads us to the middle three fingers-the branches of preventive maintenance.
Preventive Maintenance
As the name implies, preventive maintenance tasks are intended to prevent unscheduled downtime and premature equipment damage that would result in corrective or repair activities. This maintenance management approach is predominantly a time driven schedule or recurring tasks, such as lubrication and adjustments that are designed to maintain acceptable levels of reliability and availability.
Reactive. Reactive maintenance is done when equipment needs it. Inspection using human senses or instrumentation is necessary, with thresholds established to indicate when potential problems start. Human decisions are required to establish those standards in advance so that inspection or automatic detection can determine when the threshold limit has been exceeded. Obviously, a relatively slow deterioration before failure is detectable by condition monitoring, whereas rapid, catastrophic modes of failure may not be detected. Great advances in electronics and sensor technology are being made.
Also needed is a change in human thought process. Inspection and monitoring should disassemble equipment only when a problem is detected. The following are general rules for on-condition maintenance:
1. Inspect critical components.
2. Regard safety as paramount.
3. Repair defects.
4. If it works, don't fix it.
Condition Monitoring. Statistics and probability theory are the basis for condition monitoring maintenance. Trend detection through data analysis often rewards the analyst with insight into the causes of failure and preventive actions that will help avoid future failures. For example, stadium lights burn out within a narrow period.
If 10 percent of the lights have burned out, it may be accurately assumed that the rest will fail soon and should, most effectively, be replaced as a group rather than individually.
Scheduled. Scheduled, fixed-interval preventive maintenance tasks should generally be used only if failures that cannot be detected in advance can be reduced, or if dictated by production requirements. The distinction should be drawn between fixed-interval maintenance and fixed-interval inspection that may detect a threshold condition and initiate condition-monitoring tasks. Examples of fixed-interval tasks include 3,000-mile oil changes and 48,000-mile spark plug changes on a car, whether it needs the changes or not. This may be wasteful because all equipment and their operating environments are not alike. What is right for one situation may not be right for another.
The five-finger approach to maintenance emphasizes elimination and reduction of maintenance needs wherever possible, inspection and detection of pending failures before they happen, repair of defects, monitoring of performance conditions and failure causes, and accessing the equipment on a fixed-interval basis only if no better means exist.
Advantages and Disadvantages
Overall, preventive maintenance has many advantages. It’s beneficial, however, to overview the advantages and disadvantages so that the positive may be increased and the negative reduced. Note that in most cases the advantages and disadvantages vary with the type of preventive maintenance tasks and techniques used. Use of on condition or condition-monitoring techniques is usually better than fixed intervals.
Advantages. There are distinct advantages to preventive maintenance management.
Fig. 2 Preventive maintenance to keep acceptable performance.
The predominant advantages include the following:
• Management control. Unlike repair maintenance, which must react to failures, preventive maintenance can be planned. This means "pre-active" instead of "reactive" management. Workloads may be scheduled so that equipment is available for preventive activities at reasonable times.
• Overtime. Overtime can be reduced or eliminated. Surprises are reduced. Work can be performed when convenient; however, proper distribution of the time-driven preventive maintenance tasks is required to ensure that all work is completed in a timely manner without excessive overtime.
• Parts inventories. Because the preventive maintenance approach permits planning of which parts are going to be required and when, those material requirements may be anticipated to be sure they are on hand for the event.
A smaller stock of parts is required in organizations that emphasize preventive tasks compared to the stocks necessary to cover breakdowns that would occur when preventive maintenance is not emphasized.
• Standby equipment. With high demand for production and low equipment availability, reserve, standby equipment is often required in case of break downs. Some backup may still be required with preventive maintenance, but the need and investment will certainly be reduced.
• Safety and pollution. If no preventive inspections or built-in detection devices are used, equipment can deteriorate to a point where it’s unsafe or may spew forth pollutants. Performance will generally follow a saw-tooth pattern, as shown in Fig. 2, which does well after maintenance and then degrades until the failure is noticed and it’s brought back up to a high level.
A good detection system catches degrading performance before it reaches too low a level.
• Quality. For the same general reasons discussed previously, good preventive maintenance helps ensure quality output. Tolerances are maintained within control limits. Naturally, productivity is improved and the investment in preventive maintenance pays off with increased revenues.
• Support to users. If properly publicized, preventive tasks help show equipment operators, production managers, and other equipment users that the maintenance function is striving to provide a high level of support. Note here that an effective program must be published so that everyone involved understands the value of performed tasks, the investment required, and their own roles in the system.
• Cost-benefit relationship. Too often, organizations consider only costs without recognizing the benefit and profits that are the real goal. Preventive maintenance allows a three-way balance between corrective maintenance, preventive maintenance, and production revenues.
Disadvantages. Despite all the good reasons for doing preventive maintenance, several potential problems must be recognized and minimized:
• Potential damage. Every time a person touches a piece of equipment, damage can occur through neglect, ignorance, abuse, or incorrect procedures. Unfortunately, low-reliability people often service much high reliability equipment. The Challenger space shuttle failure, the Three Mile Island nuclear power plant disaster, and many less-publicized accidents have been affected by inept preventive maintenance. Most of us have experienced car or home appliance problems that were caused by something that was done or not done at a previous service call. This situation gives rise to the slogan: "If it works, don't fix it."
• Infant mortality. New parts and consumables have a higher probability of being defective or failing than exists with the materials that are already in use. Replacement parts are too often not subjected to the same quality assurance and reliability tests as parts that are put into new equipment.
• Parts use. Replacing parts at preplanned preventive maintenance intervals, rather than waiting until a failure occurs, will obviously terminate that part's useful life before failure and therefore require more parts. This is part of the trade-off among parts, labor, and downtime, of which the cost of parts will usually be the smallest component. It must, however, be controlled.
• Initial costs. Given the time-value of money and inflation that causes a dollar spent today to be worth more than a dollar spent or received tomorrow, it should be recognized that the investment in preventive maintenance is made earlier than when those costs would be incurred if equipment were run until failure. Even though the cost will be incurred earlier-and may even be larger than corrective maintenance costs would be-the benefits in terms of equipment availability should be substantially greater from doing preventive tasks.
• Access to equipment. One of the major challenges when production is at a high rate is for maintenance to gain access to equipment in order to perform preventive maintenance tasks. This access will be required more often than it’s with breakdown-driven maintenance. A good program requires the support of production, with immediate notification of any potential problems and willingness to coordinate equipment availability for inspections and necessary tasks.
The reasons for and against doing preventive maintenance are summarized in the following list. The disadvantages are most pronounced with fixed-interval maintenance tasks. Reactive and condition-monitoring tasks both emphasize the positive and reduce the negatives.
Advantages:
• Performed when convenient
• Increases equipment uptime
• Creates maximum production revenue
• Standardizes procedures, times, and costs
• Minimizes parts inventory
• Cuts overtime
• Balances workload
• Reduces need for standby equipment
• Improves safety and pollution control
• Facilitates packaging tasks and contracts
• Schedules resources on hand
• Stimulates pre-action instead of reaction
• Indicates support to user
• Assures consistent quality
• Promotes benefit/cost optimization
Disadvantages:
• Exposes equipment to possible damage
• Failures in new parts
• Uses more parts
• Increases initial costs
• Requires more frequent access to equipment
DESIGNING A PREDICTIVE MAINTENANCE PROGRAM
An effective predictive maintenance program must include both condition-driven and time-driven tasks. These tasks are determined by the specific equipment and systems that constitute the plant. At a minimum, each plant should evaluate:
• Failure data
• Improving equipment reliability
• Improvement process
• Failures that can be prevented
• Maintenance to prevent failures
• Personnel
• Service Teams
Failure Data
Valid failure data provide the intelligence for an effective preventive maintenance program. After all, the objective is to prevent those failures from recurring. A failure reporting system should identify the problem, cause, and corrective action for every call. An action group, prophetically called the Failure Review and Corrective Actions Task Force (FRACAS), can be effective for involving responsible organizations in both detailed identification of problems and causes, and assignment of both short- and long-term corrective action. The following are typical factory and field problems and codes that shorten the computer data entry to four or fewer characters:
NOOP Not Operable; OTHR Other; BELR Below rate; PM Preventive task; INTR Intermittent QUAL Quality LEAK-- Leak SAFE Safety; MOD Modification; WEAT Weather; NOIS Noise; NPF No problem found; The following are typical cause codes:
1. Not applicable 60. Program 10. Controls 70. Materials 20. Power 71. Normal wear 21. External input power 72. Damaged 22. Main power supply 80. Operator 30. Motors 90. Environment 40. Drivers 99. No cause found 50. Transports PM. Preventive maintenance The typical action codes are:
A/A Adjust/align REF Refurbish CAL Calibrate REB Rebuild CONS Consumables LUBE Lubricate DIAG Diagnose MOD Modify REMV Remove PM Preventive task R/R Remove and replace RPR Repair R/RE Remove and reinstall TRN Train INST Install NC Not complete INSP Inspect NK Not known
These parameters and their codes should be established to fit the needs of the specific organization. For example, an organization with many pneumatic and optical instruments would have sticky dials and dirty optics that would not concern an electronically oriented organization. Note also that the code letters are the same, whenever possible, as the commonly used word's first letters. Preventive maintenance activities are recorded simply as PM/PM/PM. The cause codes, which may be more detailed, can use numbers and subsets of major groups, such as all power will be 20s, with external input power = 21, main power supply = 22, and so on.
It’s possible, of course, to write out the complete words; however, analysis-whether done by computer or manually-requires standard terms. Short letter and number codes strike a balance that aids short reports and rapid data entry.
Use of the equipment at every failure should also be recorded. A key to condition monitoring preventive maintenance effectiveness is knowing how many hours, miles, gallons, activations, or other kind of use have occurred before an item failed. This requires hour meters and similar instrumentation on major equipment. Use on related equipment may often be determined by its relationship to the parent. For example, it may be determined that if a specific production line is operating for seven hours, then the input feeder operates five hours (5/7), the mixer two hours (2/7), and the packaging machine four hours (4/7).
It’s also important to determine the valid relationship between the cause of the problem and the recording measurement. For example, failures of an automotive starter are directly related to the number of times the car engine is started and only indirectly to odometer miles. If startup or a particular activity stresses the equipment different from normal use, then those special activities should be recorded.
Fig. 3 is a combination work order and completion form. This form is printed by the computer on plain paper with the details of the work order on the top, space in the center for labor and materials for work orders that take a day or less, and a completion blank at the bottom to show when the work was started, when it was completed, the problem/cause/action codes, and meter reading. Labor on work orders that take more than one day is added daily from time reports and accumulated against the work order.
Fig. 4 shows the computer input screen for a simple service call report form that gathers the minimum information necessary for field reporting. Those forms may be used as input for a computer system, when a direct-entry system is not available.
=====
COMPARISON CURRENT IDEAL VARIANCE GOALS SHORT-TERM TACTICS LONG-TERM STRATEGIES MEASURE FEEDBACK PROCESS & IMPLEMENTATION (How we get there) (Benchmarking) (Maintenance Evaluation) (Duty-Task Analysis) (Gap Analysis) (Where you want to be and When)
(How we are doing) (Correction as required)
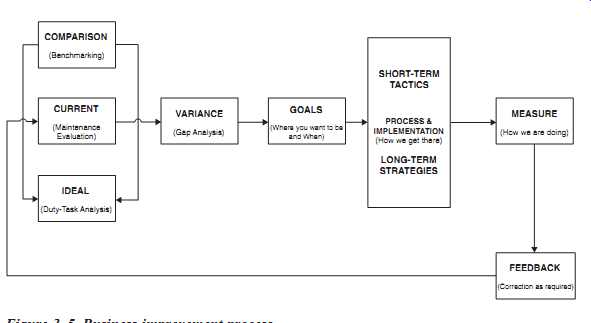
Fig. 5 Business improvement process.
=====
Improving Equipment Reliability
Total-plant performance management (TPPM) and similar quality programs promote a holistic approach that includes equipment performance as a major enhancement to productivity. To reinforce the five-fingered approach to effective maintenance outlined previously, the fundamental thumb is elimination of failures. Uptime of equipment is what counts. Maintainability and maintenance are most successful if we don’t have failures to fix.
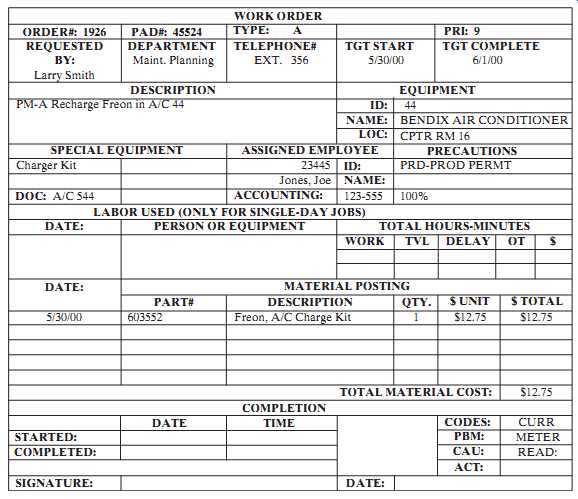
Fig. 3 Combination work order and completion form.
Fig. 4 Simple call report. (not shown)
Successful maintenance organizations spend more time identifying trends and eliminating problems than they spend fixing repetitive breakdowns. Computerized maintenance management systems provide a tool to gather data and provide analysis that can lead to improvement.
Improvement Process
Fig. 5 diagrams a business improvement process. A maintenance organization should start by measuring its own performance. For example, just a breakout of a typical day in the life of a maintenance person is revealing. Many groups are chagrined to discover that maintenance staff actually works less than 30 percent of the time. Benchmark comparisons with similar organizations provide a basis for analyzing performance both on metrics and processes. The third step in goal setting is to identify realistic ideal levels of performance. These goals should have the following characteristics:
• Written
• Measurable
• Understandable
• Challenging
• Achievable
The goals will have firm times, dollars, percentages, and dates. Everyone who will be challenged to meet the goals should be involved in their establishment. This may seem like a bureaucratic, warm-fuzzy approach, but the time it takes to achieve buy-in is earned back many times during accomplishment. Once the goals are set, any gaps between where performance is now versus where it needs to be can be identified. Then both short-term plans and long-term strategies can be implemented to reach the goals.
Frequent measurement and feedback will revise performance to achieve the desired levels.
Failures That Can Be Prevented
Failure modes, effects, and criticality analysis (FMECA) provide a method for deter mining which failures can be prevented. Necessary inputs are the frequency of occurrence for each problem and cause combination and what happens if a failure occurs.
Criticality of the failure is considered for establishing priority of effort. FMECA is a bottom-up approach that looks at every component in the equipment and asks: "Will it fail? And if so, how and why?" Preventive maintenance investigators are interested in how a component will fail so that the mechanism for failure can be reduced or eliminated. For example, heat is the most common cause of failure for electro mechanical components. Friction causes heat in assemblies moving relative to each other, often accompanied by material wear, and leads to many failures. Any moving component is likely to fail at a relatively high rate and is a fine candidate for preventive maintenance. The following are common causes of failure:
Abrasion Friction Abuse
Operator negligence Age deterioration Puncture Bond separation Shock Consumable depletion Stress Contamination Temperature extremes Corrosion Vibration Dirt Wear Fatigue
Maintenance to Prevent Failures
Cleanliness is the watchword of preventive maintenance. Metal filings, fluids in the wrong places, ozone and other gases that deteriorate rubber components-all are capable of damaging equipment and causing it to fail. A machine shop , for example, that contains many electromechanical lathes, mills, grinders, and boring machines should have established procedures for ensuring that the equipment is frequently cleaned and properly lubricated. In most plants, the best tactic is to assign responsibility for cleaning and lubrication to the machine's operator. There should be proper lubricants in grease guns and oilcans, and cleaning materials at every workstation.
Every operator should be trained on proper operator preventive tasks. A checklist should be kept on the equipment for the operator to initial every time the lubrication is done.
It’s especially important that lubrication be done cleanly. Grease fittings , for example, should be cleaned with waste material both before and after the grease gun is used.
Grease attracts and holds particles of dirt. If the fittings are not clean, the grease gun could force contaminants between the moving parts, which is precisely what should be avoided. This is one example of how preventive maintenance done poorly can be worse than no maintenance at all.
Personnel
Another tactic for ensuring thorough lubrication is to have an oiler who can do all of the lubrication at the beginning of each shift. This may be better than having the operators do lubrication if the task is complicated or if the operators are not sufficiently skilled.
Whether operators will do their own equipment lubrication, rather than an oiler, is determined by the following criteria:
• The complexity of the task
• The motivation and ability of the operator
• The extent of pending failures that might be detected by the oiler but over looked by operators
If operators can properly do the lubrication, then it should be made a part of their total responsibility, just as car drivers ensure that they have adequate gasoline in their vehicles. It’s best if the operators are capable of doing their own preventive maintenance.
Like many tasks, preventive maintenance should be delegated to the lowest possible level consistent with adequate knowledge and ability. If, however, operators may cause damage through negligence, willful neglect, or lack of ability, then a maintenance specialist should do lubrication. The tasks should be clearly defined. Operators may be able to do some items, whereas maintenance personnel will be required for others.
Examples of how the work can be parceled out will be described later.
Preventive tasks are often assigned to the newest maintenance trainee. In most cases, management is just asking for trouble if maintenance is regarded as low-status, undesirable work. If management believes in preventive maintenance, they should assign well-qualified personnel. Education and experience make a big difference in maintenance. Most organizations have at least one skilled maintenance person who can step onto the factory floor and sense-through sight, sound, smell, vibration, and tempera ture-the conditions in the factory. This person can tell in an instant that "The feeder on number 2 is hanging up a little this morning, so we'd better look at it." This person should be encouraged to take a walk around the factory floor at the beginning of every shift to sense what is going on and inspect any questionable events. The human senses of an experienced person are the best detection systems available today.
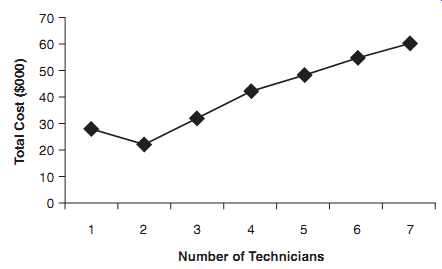
Fig. 6 Total maintenance costs for varied number of technicians.
========
Yes No Comments
1. Standardization
a. Is equipment already in use that provides the desired function?
b. Is this the same as existing equipment?
c. Are there problems with existing equipment?
d. Can we maintain this equipment with existing personnel?
e. Are maintenance requirements compatible with our current procedures?
2. Reliability and Maintainability
a. Can vendor prove the equipment will operate at least to our specifications?
b. Warranty of all parts and labor for 90+ days?
c. Is design fault-tolerant?
d. Are tests go/no go?
3. Service Parts
a. Is recommended replacement list provided?
b. Is the dollar total of spares less than 10% of equipment cost?
c. Do we already have usable parts?
d. Can parts be purchased from other vendors?
e. Are any especially high quality or expensive parts required?
4. Training
a. Is special technician training required?
b. Will manufacturer provide training?
1. At no additional cost for first year?
2. At our location as required? Yes No Comments
5. Documentation
a. All technical manuals provided?
1. Installation
2. Operation
3. Corrective and preventive maintenance
4. Parts
6. Special Tools and Test Equipment
a. Do we already have all required tools and test equipment?
b. Can at least 95% of all faults be detected by use of proposed equipment?
c. Are calibration procedures minimum and clear?
7. Safety
a. Are all UL/SCA, OSHA, EPA and other applicable requirements met?
b. Are any special precautions required?
c. Can one person do all maintenance?
Fig. 7 (above) Maintenance considerations checklist for purchasing agents and facilities engineers.
=========
Service Teams
A concept that is successfully applied in both factory and field service organizations is teams of three or four persons. This type of organization can be especially effective if equipment must have high uptime but requires lengthy maintenance time at failures or preventive maintenance activities. If individual technicians were assigned to specific equipment, the person might well be busy on a lengthy project when a call comes to fix another machine. In an individual situation where a single person is responsible for specific machines, either the down machine would have to wait until the technician completes the first job and gets to the second or if the second machine has greater priority, the first machine may be left inoperable. The technician then interrupts his or her task to take care of the second problem and must return later to complete the first, thus wasting time and effort. The optimum number of people can be calculated for any scenario, time, and effort. Fig. 6 illustrates one situation in which two was the best team size.
A good technique for teamwork is to rotate the preventive maintenance responsibility. The first week, Adam performs all the required tasks, while Brad, Chuck, and Donna make modifications and repairs. It may also help to assign Brad the short "do it-now" (DIN) tasks for the same week. The next week, Brad does preventive, and Donna handles DIN, while Chuck and Adam attend to emergencies. Rotating preventive maintenance tasks has the following advantages:
• Responsibility is shared equally by all.
• Doing a good preventive job one week should reduce the breakdown emergency repairs in following weeks; thus a technician can benefit from the results of his or her own preventive efforts.
• Technicians' skills and interests vary, so that what one person fails to notice during his or her week will probably be picked up by another person the next week.
The time to start is now. Don't let any more failures occur or information be lost.
There is probably a lot of effort ahead, so get started implementing your program now.
How to Start
The necessary items for establishing an effective preventive maintenance program are as follows:
• Every piece of equipment uniquely identified by prominent ID number or serial number and product type
• Accurate equipment history records
• Failure information by problem, cause, and action
• Experience data from similar equipment
• Manufacturer's interval and procedure recommendations
• Service manuals
• Consumables and replaceable parts
• Skilled personnel
• Proper test instruments and tools
• Clear instructions with a checklist to be signed off
• User cooperation
• Management support
A typical initial challenge is to get proper documentation for all equipment. When a new building or plant is constructed, the architects and construction engineers should be required to provide complete documentation on all facilities and the equipment installed in them. Any major equipment that is installed after that should have complete documentation. Fig. 7 is a checklist that should be given to anyone who purchases facilities and equipment that must be maintained. One of the items on this list is ensuring availability of complete documentation and preventive maintenance recommendations.
Purchasing agents and facilities engineers are usually pleased to have such a check list and will be cooperative if reminded occasionally about their major influence on life-cycle costs. This brings us back again to the principle of avoiding or minimizing the need for maintenance. Buying the right equipment in the beginning is the way to start. The best maintainability is eliminating the need for maintenance.
If you are in the captive service business or concerned with designing equipment that can be well maintained, you should recognize that the preceding recommendation was aimed more at factory maintenance; but after all, that is an environment in which your equipment will often be used. It helps to view the program from the operator and serviceperson's eyes to ensure that everyone's needs are satisfied.