AMAZON multi-meters discounts AMAZON oscilloscope discounts
Regular visual inspection of the machinery and systems in a plant is a necessary part of any predictive maintenance program. In many cases, visual inspection will detect potential problems that will be missed using the other predictive maintenance techniques. Even with the predictive techniques discussed, many potentially serious problems can remain undetected. Routine visual inspection of all critical plant systems will augment the other techniques and ensure that potential problems are detected before serious damage can occur.
Most of the vibration-based predictive maintenance systems include the capability of recording visual observations as part of the routine data acquisition process. Because the incremental costs of these visual observations are small, this technique should be incorporated into all predictive maintenance programs.
All equipment and systems in the plant should be visually inspected on a regular basis.
The additional information provided by visual inspection will augment the predictive maintenance program regardless of the primary techniques used.
As was pointed out previously, inspection is a key to detecting the need for preventive maintenance requirements. It should be nondestructive so that it won’t harm the equipment. Some common methods of nondestructive testing (NDT) are outlined as follows:
1. Body Senses
- -Sight
- -Smell
- -Sound
- -Taste
- -Touch
2. Temperature
- -Thermistor
- -Thermometer
- -Crayons, stickers, paints
- -Infrared
- -Thermopile
- -Heat flow
3. Vibration Wear
- -Accelerometer
- -Stethoscope
- -Stroboscope
- -Ultrasonic listening
- -Laser alignment
4. Materials Defects
- -Magnetics
- -Penetrating dyes
- -Eddy currents
- -Radiographs
- -Ultrasonics
- -Rockwell hardness
- -Sonic resonance
- - Corona listener
- -Fiberoptics bore scopes
5. Deposits, Corrosion, and Erosion
- -Ultrasonics
- -Radiographs
- -Cathodic potential
- -Weight
6. Flow
- -Neon freon detector
- -Smoke bomb
- -Gas sensor
- -Quick-disconnect gauges
- -Manometer
7. Electrical
- -Cable fault detector
- -Outlet checker
- -HiPot
- -VOM
- -Oscilloscope
- -Static meter gun
- -Frequency recorder
- -Phase angle meter
- -Circuit-breaker tester
- -Transient voltage
8. Chemical/Physical
- -Spectrographic oil analysis
- -Humidity
- -Water or antifreeze in gases/liquids
- -O2
- -CO2
- -pH
- -Viscosity
- -Metals present
Tests may be made on functionally related components or on the output product. For example, most printing presses, copiers, and duplicators are intended to produce high-quality images on paper. Inspection of those output copies can show whether the process is working properly. Skips, smears, blurs, and wrinkles will show up on the copy. A good inspector can tell from a copy exactly what roll is wearing or what bearing is causing the skips. Careful inspection, which can be done without "tearing down" the machine, saves both technician time and exposure of the equipment to possible damage.
Rotating components find their own best relationship to surrounding components. For example, piston rings in an engine or compressor cylinder quickly wear to the cylinder wall configuration. If they are removed for inspection, the chances are that they won’t easily fit back into the same pattern. As a result, additional wear will occur, and the rings will have to be replaced much sooner than if they were left intact and performance-tested for pressure produced and metal particles in the lubricating oil.
VISUAL INSPECTION METHODS
Most of the visual inspections that are performed as part of a preventive maintenance program are ineffective. The primary reasons for this ineffectiveness is that the methods used are almost totally subjective. For example, a preventive task may read, "Check V-belt tension and correct as necessary." How should the technician check tension? Where should he or she measure? What tension levels are acceptable? Effective visual inspection must be quantifiable, and all personnel must universally apply the methods used. The specific methods will vary from simple visual inspections, such as looking for leaks or reading a gauge, to requiring test instruments, such as vacuum gauges, dial indicators, and so on. In all cases, the methods used must clearly define exactly how the inspection is to be performed, the exact location that measurements or inspection is to be made, criteria for evaluation, and the acceptable range of performance.
Generally, visual inspection can be broken into two major classifications: those that can be conducted using only human senses and those that require the use of sensors or instrumentation.
Human Senses
Humans have a great capability for sensing unusual sights, sounds, smells, tastes, vibrations, and touches. Every maintenance manager should make a concerted effort to increase the sensitivity of his or her own and that of the personnel's human senses.
Experience is generally the best teacher. Often, however, we experience things without knowing what we are experiencing. A few hours of training in what to look for could have high payoff.
Human senses are able to detect large differences but are generally not sensitive to small changes. Time tends to have a dulling effect. Have you ever tried to determine if one color was the same as another without having a sample of each to compare side by side? If you have, you will understand the need for standards. A standard is any example that can be compared to the existing situation as a measurement. Quantitative specifications, photographs, recordings, and actual samples should be provided.
The critical parameters should be clearly marked on the samples with display as to what is good and what is bad. It’s best if judgments can be reduced to "go/no-go." FIG. 1 shows such a standard.
As the reliability-based preventive maintenance program develops, samples should be collected to help pinpoint with maximum accuracy how much wear can take place before problems will occur. A display where craftspeople gather can be effective. A framed four-foot by four-foot pegboard works well because shafts, bearings, gears, and other components can be easily wired to it or hung on hooks for display. An effective, but little used, display area where notices can be posted is above the urinal or on the inside of the toilet stall door. Those are frequently viewed locations and allow people to make dual use of their time.
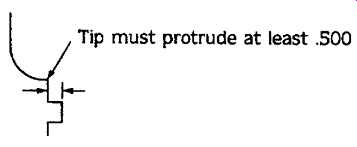
FIG. 1 "Go/no-go" standards.
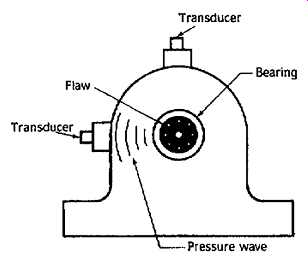
FIG. 2 Accelerometer to measure vibration of rotating shaft.
Sensors
Because humans are not continually alert or sensitive to small changes and cannot get inside small spaces, especially when operating, it’s necessary to use sensors that measure conditions and transmit information to external indicators. Sensor technology is progressing rapidly; considerable improvements have been made in capability, accuracy, size, and cost. Pressure transducers, temperature thermocouples, electrical ammeters, revolution counters, and a liquid height-level float are examples found in most automobiles. Accelerometers, eddy-current proximity sensors, and velocity seismic transducers are enabling the techniques of motion, position, and expansion analysis to be increasingly applied to large numbers of rotating equipment. Motors, turbines, compressors, jet engines, and generators can use vibration analysis.
FIG. 2 shows accelerometers placed on a rotating shaft. The accelerometers are usually permanently attached to equipment at two positions 90 degrees apart, perpendicular to the rotating axes. Measurement of their output may be taken by portable test meters and chart recorders or by permanently attached recorders, often with alarms that indicate when problem thresholds are exceeded. Such devices may automatically shut down equipment to prevent damage.
The normal pattern of operation, called its signature, is established by measuring the performance of equipment under known good conditions. Comparisons are made at routine intervals, such as every 30 days, to determine if any of the parameters are changing erratically, and further, what the effect of such changes may be.
Spectrometric Oil Analysis
The spectrometric oil analysis (SOA) process is useful for any mechanical moving device that uses oil for lubrication. It tests for presence of metals, water, glycol, fuel dilution, viscosity, and solid particles. Automotive engines, compressors, and turbines all benefit from oil analysis. Most major oil companies provide this service if you purchase lubricants from them. Experience indicates that the typical result is that less oil is used and costs are reduced from what they were before using SOA.
The major advantage of SOA is early detection of component wear. Not only does it evaluate when oil is no longer lubricating properly and should be replaced, but it also identifies and measures small quantities of metals that are wearing from the moving surfaces. The metallic elements found, and their quantity, can indicate what components are wearing and to what degree so that maintenance and overhaul can be care fully planned. For example, presence of chrome would indicate cylinder head wear; phosphor bronze would probably be from the main bearings; and stainless steel would point toward lifters. Experience with particular equipment naturally leads to improved diagnosis.
The Air Force and commercial airlines have been refining these techniques on jet aircraft for many years. They find that SOA, together with bore scopes to look inside an engine and vibration analysis, enables them to do a very good job of predicting when maintenance should be done. The aircraft maintenance techniques that required complete teardown of propeller-driven aircraft every 1,000 hours, whether they needed it or not, are rapidly vanishing in that industry. Many manufacturing plants can gain improvements through the same maintenance techniques.
THRESHOLDS
Now that instrumentation is becoming available to measure equipment performance, it’s still necessary to determine when that performance is "go" and when it’s "no go." A human must establish the threshold point, which can then be controlled by manual, semiautomatic, or automatic means. First, let's decide how the threshold is set and then discuss how to control it.
To set the threshold, one must gather information on what measurements can exist while equipment is running safely and what the measurements were just before or at the time of failure. Equipment manufacturers, and especially their experienced field representatives, are a good starting source of information. Most manufacturers will run equipment until failure in their laboratories as part of their tests to evaluate quality, reliability, maintainability, and maintenance procedures. Such data are necessary to determine how much stress can be put on a device under actual operating conditions before it will break. Many devices, such as nuclear reactors and airplanes, should not be taken to the breaking point under operating conditions, but they can be made to fail under secure test conditions so that knowledge can be used to keep them safe during actual use.
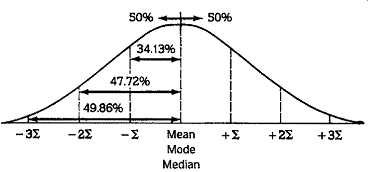
FIG. 3 Normal distribution of failures.
Once the breaking point is determined, a margin of safety should be added to account for variations in individual components, environments, and operating conditions.
Depending on the severity of failure, that safety margin could be anywhere from one to three standard deviations before the average failure point. As FIG. 3 shows, one standard deviation on each side of the mean will include 68 percent of all variations, two standard deviations include 95 percent, and three standard deviations is 98.7 percent. When the mission is to prevent failures, however, only the left half of the distribution is applicable. This single-sided distribution also shows that we are dealing with probabilities and risk.
The earlier the threshold is set and effective preventive maintenance done, the greater the assurance that it will be done before failure. If the mean-time-between-failures (MTBF) is 9,000 miles with a standard deviation of 1,750 miles, then proper preventive maintenance at 5,500 miles could eliminate almost 98 percent of failures. Note the word proper, meaning that no new problems are injected. That also means, however, that costs will be higher than necessary because components will be replaced before the end of their useful life, and more labor is required.
Once the threshold set point has been determined, it should be monitored to detect when it’s exceeded. The investment in monitoring depends on the period over which deterioration may occur, the means of detection, and the benefit value. FIG. 4 illustrates the need for automatic monitoring.
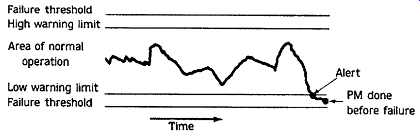
FIG. 4 Control chart warning of possible failure before it occurs.
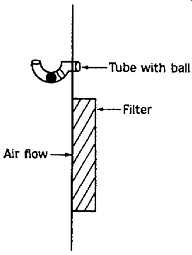
FIG. 5 A simple manometer to warn of inadequate airflow.
If failure conditions build up quickly, a human may not easily detect the condition, and the relatively high cost of automatic instrumentation will be repaid.
The monitoring signal may be used to activate an annunciator that rings a bell or lights a red light. It may activate a feedback mechanism that reduces temperature or other parameters. A thermostat connected to a heating and air-conditioning system provides this feedback function to regulate temperature. The distinction between operational controls and maintenance controls is not important because the result is a reduced need for maintenance and notification that a problem is building up to a point where maintenance should be scheduled when convenient. A simple threshold indicator is the manometer shown in FIG. 5.
This simple device can be effective in air conditioners, computer cabinets, office copiers, and any devices that rely on airflow. A spring-loaded block can serve the same function in vacuum cleaners and other devices that must be moved and therefore cannot rely on the pull/push of air against gravity. The purpose of a filter is to remove contaminant materials so they won’t clog coils, fans, electronic components, or optics. As the filter is doing its job, the caught contaminants reduce airflow. This will build to the point where equipment is straining to pull enough air, and temperatures will probably begin to rise. At such a point, the filter should be changed or cleaned, which will restore equipment to normal operating conditions. This buildup of dirt can be easily detected by a difference in the air pressure.
When the filter is operating efficiently, air pushing on the entry side will be only slightly impeded and will have about the same pressure on the exit side. A small colored ball that fits inside the clear manometer tube will rest in the bottom when the airflow is balanced. As the filter becomes restricted, pressure on the entry will be greater than on the exit and the ball will be pushed to the exit side of the tube. Colored bands around the tube can indicate the threshold of safety versus a need to replace the filter.
Because it will normally take at least several days and probably weeks for the filter to become clogged, the manometer can be checked on a routine inspection schedule and then maintenance can be performed as conditions require. This schedule is certainly less expensive for both labor and materials than either routinely replacing the filter, whether it needs it or not, or letting it build up until equipment fails and both temperatures and tempers rise. More sophisticated sensors are certainly required where humans cannot or won’t notice them, as well as remote communications and alarm systems.
The decision to put or not to put a filter in the airflow is a good example of initial investment in preventive maintenance that will pay off over the equipment life. Equipment would operate just fine initially without any filter and would, of course, cost less without those components; however, when contaminants build up on an electronic circuit board, coil, or fan, extensive and expensive cleaning will have to be done to prevent the equipment from failing. Changing the filter is much easier than major equipment refurbishing, and the initial cost and replacement filters pay off through improved performance. As the automotive oil-filter advertising campaign said: " You can pay a little now, or a lot later."