AMAZON multi-meters discounts AMAZON oscilloscope discounts
.
Maintenance and repair of machinery in a petrochemical process plant was defined in a preceding volume as simply "defending machinery equipment against deterioration."
Four strategies within the failure-fighting role of maintenance were defined:
• Preventive
• Predictive
• Breakdown or demand based
• "Bad actor" or weak spot management
Machinery maintenance can often be quite costly in a petrochemical plant operation. Prior to the publication of the first two volumes of this series, very few studies were available describing quantitative or objective methods for arriving at the optimization of the four strategies. Though our readers should not expect detailed contributions to those subjects in this volume, we did opt to include an overview section describing the maintenance philosophy practiced in a large multi-plant corporation which makes effective use of centralized staff and computerized planning and tracking methods.
What, then, can our readers expect? After a short definition of the machinery maintenance problem we will highlight centralized maintenance planning. We will then guide our readers through the world of machinery maintenance procedures by identifying the What, When, Where, Why, How--and sometimes Who--of most maintenance and repair activities around petrochemical process machinery. We ask, however, that our readers never lose sight of the total picture. What, then, is the total picture?
It’s the awareness that true cost savings and profitability can only be achieved by combining machinery reliability, safety, availability, and maintainability into a cost-effective total-consistent with the intent of our series of volumes on process machinery management. FIG. 1 illustrates this concept. Consequently, machinery maintenance cannot be looked at in isolation. It will have to be governed by equipment failure experience, by our effectiveness in failure analysis and troubleshooting1 and by built-in reliability.
Maintenance in a broad definition is concerned with controlling the condition of equipment. FIG. 2 is a classification of most machinery maintenance problems.
Deterministic or predictive component life problems are those where no uncertainty is associated with the timing or consequence of the maintenance action. For example, we may have equipment whose components are not subject to actual failure but whose operating cost increases with time. A good illustration would be labyrinths in a centrifugal process compressor. To reduce operating cost caused by increasing leakage rate, some form of maintenance work can be done-usually in the form of replacement or overhaul. After maintenance the future trend in operating cost is known or at least anticipated. Such a deterministic situation is illustrated in FIG. 3.
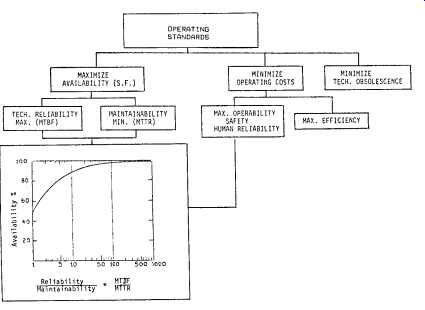
FIG. 1. The total picture: Possible goals of process machinery management.
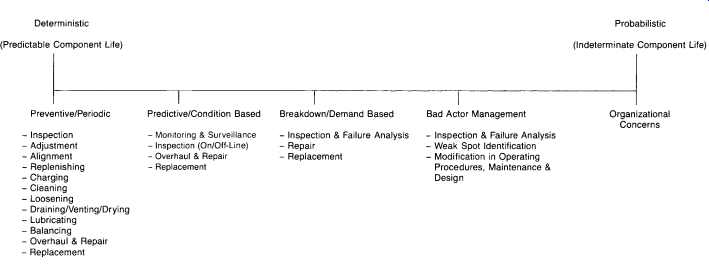
FIG. 2. Classification of machinery maintenance problems.
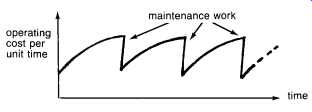
FIG. 3. Deterministic trend in costs.
In probabilistic or indeterminate component life problems, the timing and result of maintenance may depend on chance. In the simplest situation a piece of machinery can be described as being "good" or "failed." From a frequency distribution of the time elapsed between maintenance activity and failure it’s possible to determine the variations in the probability of failure with elapsed time. These relationships are thoroughly dealt with in Reference 1.
We saw from FIG. 2 that inspection, overhaul, repair and finally replacement are common to all maintenance strategies. The basic purpose of inspection is to determine the condition of our equipment. All machinery inspection should be based on these considerations:
1. Expected failure experience:
• Deterministic
• Probabilistic
2. Inspection cost.
3. Probability and risk of failure.
4. Probable consequences of failure, i.e., safety-health and business loss.
5. The risk that inspection will cause a problem.
6. The quality of on-stream condition monitoring results.
The terms overhaul and repair are often reserved for maintenance actions that improve the conditions of an item, but may or may not establish "good as new" condition. In fact, overhaul is often interpreted as a preventive maintenance action while repair is strictly reserved for maintenance of an item that has reached a defined failed state or defect limit;
5. Replacement should be understood in our context as a broad term that includes the replacement of components, operating fluids and charges, as well as of complex machinery and systems. Finally, we understand organizational structure problems in machinery maintenance as those concerns that deal with maintainability parameters such as facilities, manpower, training, and tools. FIG. 4 illustrates this point.
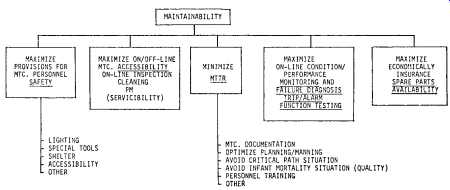
FIG. 4. Process machinery maintainability components.
Most petrochemical process plants have a preventive maintenance (PM) system. The authors know of a plant where 95 percent of the maintenance work orders are turned in by the PM crews and not the operators. While this is an extreme-and probably not a very cost effective-way of failure fighting, we can support a moderate approach to machinery PM. This moderate approach begins with an attempt to plan all PM actions by following this pattern:
1. Determine what defect, failure, or deterioration mode it’s you want to prevent from occurring.
2. Determine whether the defect, failure, or deterioration mode can be prevented by periodic actions. If not, determine how it can be predicted and its consequence reduced by perhaps continuous or daily surveillance.
3. Select PM task.
4. Determine normal life span before defect, failure, or deterioration mode will develop.
5. Choose PM interval within normal life span.
6. Determine who should do the job-operating crew or maintenance personnel.
More often than not we will find that machinery failure modes are probabilistic and indeterminate. PM will therefore not help and predictive strategies are indicated: By continuously looking for problems, we expect not to reduce the deterioration rate of machinery components, but to control the consequences of unexpected defect or failure. This maintenance strategy is often referred to as predictive- or condition-based maintenance. Together with "post mortem" failure analysis, this strategy is the most powerful weapon in the arsenal of the machinery maintenance person. FIG. 5 shows how predictive maintenance works in connection with large petrochemical process machinery such as turbo-compressors, reciprocating compressors, and their drivers.
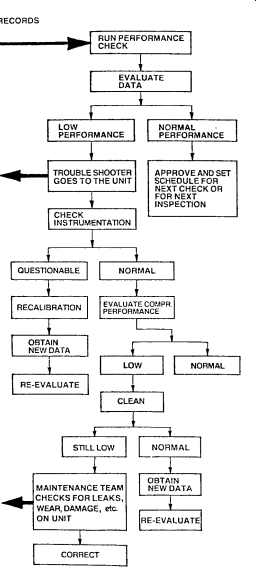
FIG. 5. Machinery predictive maintenance routine (adapted from Ref.
6).
Machinery Maintenance: An Overview TBL. 1 State-of-the-Art Instrumentation and Monitoring Methods
The fundamental difference between preventive maintenance and predictive- or condition-based maintenance strategies is that PM is carried out as soon as a predetermined interval has elapsed, while condition-based maintenance requires checking at predetermined intervals, with the maintenance action carried out only if inspection shows that it’s required. The main factors in a predictive machinery maintenance program are:
• State-of-the-art instrumentation and monitoring methods as shown in TBL. 1.
• Skilled analysts
• Information system allowing easy data retrieval
• Flexible maintenance organization allowing for an easy operations/ maintenance interface
• Ability to perform on-line analysis.
In the following chapters we will further deal with predictive maintenance tools.