| HOME | Project Management Data Warehousing / Mining Software Testing | Technical Writing |
|
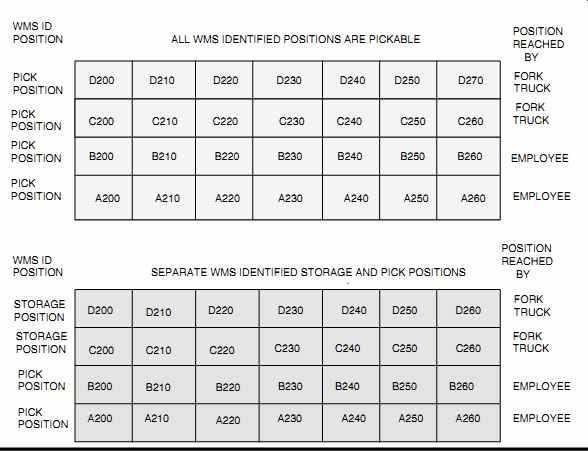
Warehouse Operation and WMS Program Transaction Key Components As part of a warehouse and WMS program Business Narrative/Brief Description of Operation, the design team will review and decide upon the key components needed to complete a SKU transaction. These components are: -- Human/machine readable section with an identification bar-code/RF tag type; -- Identification RF tag/bar-code orientation as a ladder, picket fence, or hybrid on (a) storage or pick position, (b) on each SKU, or (c) on each order; -- Identification bar-code/RF tag location in a storage aisle for (a) man-down forklift truck that has a forklift truck driver remain on the floor level as the set of forks elevate or (b) man-up forklift truck that has a forklift truck driver move upward as the set of forks elevate. In an AS/RS storage design, giving each storage position an identification label is optional, but when there is an AS/RS storage transaction problem at a specific storage position, some identification is preferred; -- Identification RF tag/bar-code life expectancy, e.g., (a) permanent identification on a storage or pick position or (b) disposable identification on each SKU or order; -- A scanner/reader of some sort, e.g., (a) hand-held or employee held, (b) fixed-position or device does not move, (c) fixed-beam or one beam, (d) moving-beam or several beams over all directions and are focused on one area, or (e) waving-beam, a beam that moves between two directions that covers a greater area than a fixed beam scanner -- Scanner/reader transaction completion communication with the WMS computer, which can be (a) held in memory, (b) delayed or batched in a personal computer, or (c) on-line with RF device to the WMS computer; -- SKU label creation, which can be (a) printed on demand or (b) preprinted; -- Order delivery label and packing slip printing, which can be done (a) at central location, (b) at the pick-line entry, or (c) at a pack station; -- SKU or order number creation, which can be (a) random number generated, (b) Julian date, or (c) lowest number with a Julian date; -- Storage transaction file entry and storage sequence, which can be done (a) by SKU label number, with the lowest number as the first SKU transaction completed; or (b) by SKU transaction into a storage position; -- Order pick/pass design, which can be (a) captive tote with a permanent identification label, or (b) shipping carton/captive tote with a disposable identification label by random or same carton size. Pick Locations As we have discussed previously, in a single-item or master-carton warehouse, the pick-and-pack area is the heart of the warehouse. In a warehouse, SKUs are 1) placed into positions that employees can reach (preferred pick positions), or 2) placed into positions that can be reached by a forklift truck reachable positions (least preferred pick positions). In a warehouse with a WMS program, pick position options are: -- All positions as pick positions; -- Separate storage and separate pick positions; -- Pick position type that is (a) fixed, (b) floating, or (c) random pick positions; -- Warehouse pick design that is (a) manual, (b) mechanized, or (c) automated; -- Pick position identification labels as (a) small, (b) large, (c) plain, (d) coated, and (e) human/ machine or machine readable; -- Order pick location type (a) regular or (b) fast pack. Total Floating Pick Position In a warehouse in which all SKU positions (both storage and pick positions) are pick positions, a SKU in a pick position is available for order completion and a picker may access all pick positions. A warehouse with this design is considered to have a total floating (or random) pick position design. As a SKU is transferred from a receiving area to a storage area, each SKU is placed onto a floor level or elevated storage rack position. The pick position is either in an employee-reachable (floor level) or forklift-truck-reachable (elevated rack level) position. The WMS program allocates a SKU that is in a position with a SKU available to complete a pick transaction. In order to complete all pick transactions, an employee with a pick cart or pallet truck will need to have access to floor or elevated pick positions. To complete an elevated pick transaction for one SKU, a picker will spend nonproductive time locating a forklift truck or ladder and completing the transaction from the elevated pick position. For the next picker (or next day pick activity for the same SKU), the WMS program allocates SKUs from an elevated pick position until pick activity has depleted the SKU quantity in the elevated position, or a forklift truck has completed a SKU move transaction from the elevated to the floor position. The features of this design are 1. Maximum position utilization 2. A forklift or HROS picker truck is required to complete an elevated pick position transaction 3. Low picker productivity 4. Low hit concentration and density 5. To complete an order a picker must travel past all pick positions 6. Replenishment transactions are not required Separate Storage and Pick Positions In a warehouse with separate storage and pick positions, as a SKU is transferred from a receiving area to a storage area or pick area, one SKU is placed into a pick position and another SKU is placed into storage position (see FIG. 14). A warehouse with separate storage and pick positions means that a warehouse has a fixed SKU pick position (100A) and as customer orders deplete a pick position SKU quantity, a SKU replenishment activity moves a SKU quantity from a storage position to pick position (100a). The storage positions are located in a separate positions that have a forklift truck complete a SKU storage transaction and replenishment transaction to pick position (100A). Pick positions are located in employee-reachable positions. As a pick position becomes depleted of a SKU quantity, the WMS program creates a replenishment transaction in which a SKU quantity is transferred from an elevated storage position to a fixed pick position. The design minimizes SKU replenishment transactions from a storage position to a vacant pick position, but requires two picker-reachable pick positions for a SKU. This design features good position utilization, does not require a man-up forklift truck to complete an elevated pick trans action, has good hit concentration and hit density, good picker pick productivity, good forklift truck productivity, and requires SKU replenishment transactions. To minimize "stock outs," a floating pick position design that has a SKU quantity placed into two pick positions (200A) and (420B) that are employee-reachable pick positions. After customer order pick transactions deplete SKU quantity in pick position (200A), the next customer order pick transaction occurs from pick position (420B). The design features are greater pick position number, lower hit concentration and density, lower pick productivity, fewer critical forklift truck replenishment transactions and lower pick position utilization. SKU Number per Warehouse Operation AS/RS Carton Tray/Pallet When a storage/pick warehouse with a WMS program has a master-carton or pallet AS/RS storage warehouse operation, a warehouse has an identification that is attached to each master-carton or pallet SKU and each warehouse storage or storage/pick position has to have an identification. WMS information is entered into WMS inventory files. The design team objectives are to provide a design year storage position number, minimize costs, assure maximum employee productivity, and proper SKU rotation. To satisfy the above warehouse carton or pallet AS/RS design objectives, the design team carton or pallet AS/RS options are -- One SKU on one pallet/tray; -- Mixed carton SKUs on one pallet/tray; -- One SKU per pick position. One SKU on One Pallet/Tray In a design in which there is one SKU on one AS/RS pallet/carton tray, each storage position has one SKU. This design features a simple operation, high storage position utilization, minimal SKU transaction errors, and, if the warehouse uses a carton AS/RS crane, an opportunity to automate carton in-feed and pick transactions. FIG. 15 WMS Identified SKU per Warehouse Identified Tray or Tote Mixed Master-Carton SKUs on a Pallet/Tray In this design one pallet/tray has several SKUs in one pallet/tray storage position. When there is an order for one SKU from a tray/pallet with mixed SKUs, the WMS computer sends a message to the warehouse to direct an AS/RS crane (or forklift truck) to a storage position. The crane or forklift truck transfers a pallet/tray to a pick position. At the pick position-and after a tray/pal let is delivered to a pick position-a picker completes the transaction. This design improves SKU hit concentration or density, but with picker time to search and find a SKU among several other SKUs on a tray there is potential for low picker productivity. The design reduces the number of pallet/tray transactions, improves storage position utilization, and increases potential employee transaction errors. Mixed SKUs on a tray minimizes opportunities to automate in-feed and pick activities, and the WMS or warehouse computer program maintains tray vacancy to ensure high employee deposit activity. One SKU Per One Storage/Pick Position A warehouse's objectives are to optimize storage/pick position utilization, enhance good employee deposit and pick productivity, and assure proper SKU rotation. To satisfy these objectives, a SKU identification is assigned, and the SKU is deposited or placed into a storage/pick position. The design team options are 1) one SKU per one position; 2) mixed or multiple SKUs per a position with each SKU position in a separated position; and 3) mixed or multiple SKUs per a position with no separation. Quality and Quantity Check The WMS computer maintains SKU cube/dimensions and weight, shipping-carton internal dimensions and tare weight, and the percentage allowed for filler material. The computer projects each order's shipping-carton size and weight and SKU weight variance allowance. As per a manual or scale-picked SKU check design, each SKU quantity, description, and total weight (SKUs and shipping carton) is sent to a picked SKU check weight station that compares a customer order actual weight to a computer projected weight. If the picked and checked SKU quantity and quality match the WMS computer projected quantity, weight, and description, the tote/carton travels from the check station to a pack station. If the picked quantity and quality check does not match, the shipping carton is sent to a problem station for corrective action. In many warehouses, a picked SKU check is completed at a pack station. A packer reads (or uses a scanner/reader) each SKU code. The activities are used to check the picked SKU quality and quantity. In a scale check weight, the projected order weight, in comparison with the actual SKU and shipping-carton weight (with a predetermined weight variance) is used to verify order weight or quantity. Order Packing Station After orders are picked and checked, ordered SKUs are transferred into a shipping carton. With a pick/pass into a shipping-carton (or carton insert into a captive tote), ordered SKUs are transferred from a pick position into a shipping carton or a warehouse tote with a collapsed shipping carton inside a tote. After pick-and-sort activity, sorted SKUs are scanned/read and placed into the ship ping carton. High-volume or fast-moving single-line single SKU orders are bulk picked and delivered to a fast-pack or pick/pack station, at which pickers or robotic machines perform a customer order SKU pick-and-pack activity. A pick/pack activity includes SKU scan/read, WMS printed packing slip inserted into a shipping carton, shipping-carton seal and delivery label applied to a shipping carton or use a slapper envelop (clear plastic or window envelop with packing slip/sale literature) that is applied to a shipping-carton exterior. If the pick or pick-and-sort activity does not deplete a SKU from a pick position, a pack employee completes a SKU scan transaction. Scan transaction is sent to the WMS computer that depletes a SKU from a pick position. A WMS packing slip and delivery label print location options are printed in a central location, remote a pick-line start station or remote at a pack station..]A selected print option is determined by a pick design and IT capabilities. Shipping Carton Loading and Shipping Shipping carton loading and shipping involves having an employee-controlled forklift or mechanical device that transfers a sorted and manifested carton from a staging area or dock onto a delivery truck. After the delivery truck is full, the package is sent from the warehouse to the freight company terminal for final delivery to the customer. If, during loading, the delivery truck becomes full and additional express or priority shipping cartons need to ship, an employee with a hand-held scanner/reader removes the order identification manifest and the loaded shipping cartons from a delivery truck. As shipping cartons are removed from the delivery truck, each order identification is scanned and sent to the WMS computer and is removed from the manifest list. The WMS computer sends each unloaded order identification to the host computer. Since the unloaded customer order identifications are not a manifest list, a WMS and host computer consider that an order identification is in a warehouse. If additional shipping cartons with manifests are loaded onto a delivery truck, an employee with hand-held scanner/reader completes the order identification scan, which sends each order identification to the WMS computer and delivery company. The WMS computer sends the order identifications to the host computer. Prepack SKU Activity In a warehouse, prepack activity occurs in a small item store-and-hold operation, when high single line single-piece sales for a SKU are anticipated. An employee or robotic machine transfers SKUs into a shipping carton or bag. The shipping carton/bag is open and the SKUs remain in the WMS computer inventory. Because the SKU's physical characteristics do not change, the warehouse may reuse a WMS SKU identification and SKU quantity during a prepack activity; or remove an existing identification and use a new WMS SKU identification and quantity. Value-Added SKUs A warehouse value-added activity has an employee or robotic machine specifically modify a SKU physical appearance. A customer order has a request for a warehouse operation to modify a SKU. Examples are monogram or gift wrap. Inventory Control In a warehouse with a SKU inventory, the count is completed by an employee, based on physical SKU quantity in an individual SKU storage position/pick position or all SKU storage/pick positions. A physical count of a SKU quantity is entered into the WMS computer as an entire SKU quantity in each storage or pick position or counts a SKU quantity in one position. In the host computer, this becomes the total SKU quantity "available for sale." Inventory count options are: -- Specific storage/pick position -- All storage/pick positions that contain a SKU -- Fiscal count of all SKUs and positions in a warehouse -- Specific count to verify a SKU count due to a quantity imbalance at a position or to account for damaged SKU(s) Non-customer Orders for SKUs The host computer sends noncustomer-order requests for SKUs to the WMS program to complete a SKU move/transfer transaction for a noncustomer-order (a nonpaid demand for a SKU). Non customers orders include return to vendor, vendor recall, charity or donation, or employee award program. After the WMS program receives a noncustomer order, the WMS computer allocates a SKU inventory for transfer to a storage position. At that point, noncustomer orders are processed like customer orders. Pick SKU Advance Customer Sales A warehouse may offer a customer the opportunity to preorder a SKU or to have a late delivery date for a SKU. For a preorder, the vendor-delivered SKU is unloaded, received, and placed into a SKU position. The SKU position status is updated in the WMS and host computers. As the host computer receives a preorder or late delivery, the computer identifies the order as an advance sale or as having late delivery status, and sends the order to the WMS computer. The WMS computer flags the order as a preorder or late delivery request. In the WMS computer, a SKU quantity is identified for a delivery date, and a SKU move transaction is created. The SKU quantity is transferred from the standard storage position to a special storage position. This special storage position is similar to a QA hold. The SKU in a special identified position is included in the host and WMS computers' inventory as "not available for sale" for new customer orders. This minimizes the possibility of sending the order to another customer. After the move to a suggested drop point, delivery location, or pick position, the warehouse notifies the WMS computer. The WMS computer adjusts the storage position and SKU quantity status in a pick position. After the pick transaction is completed, the WMS computer depletes the pick position SKU quantity and notifies the host computer that the SKU quantity is depleted and the order is complete. Temperature, Hazardous, Toxic, and High-Value SKU Control In a warehouse that handles a wide mix of SKUs, some SKUs require specific environmental or controlled storage/pick positions. As a purchasing department sends a purchase order to the host computer, the buyer indicates that the SKUs are being scheduled for a specific storage area. The host computer sends the purchase order to a WMS program; the WMS computer notices the storage characteristics and flags them. The WMS program transfers this information onto a tally sheet and the receiving documents. After SKUs are received and unloaded onto a receiving dock, a receiving clerk attaches an identification to each SKU. A SKU identification and SKU quantities are entered into the WMS computer. In the WMS computer, a specific SKU number has a flag that identifies a SKU. As a SKU is moved from the receiving dock to a storage area, the WMS computer sends a message to the warehouse that a SKU move transaction should be conducted to a specific storage section (e.g., temperature controlled, hazardous, toxic, high value, edible, nonedible, flammable). Customs, Bonded or Duty Free, and Duty Draw Back A warehouse receives vendor-delivered SKUs from foreign countries, and a company is required to pay customs duty to the United States on these SKUs. In bonded warehouses, however, if SKUs from foreign vendors are unloaded, received, and stored in a specific bonded area, there is no customs duty payment due until the SKUs are removed from the bonded area and sold to customers. When the purchase department communicates a vendor purchase order to the host computer, the buyer indicates that a foreign vendor is delivering SKUs, and that they are scheduled for storage in the warehouse's bonded section. The host computer sends a purchase order to the WMS computer. The WMS computer will note the bonded flag, and the computer will suggest a storage position in a specific storage area. When the WMS computer directs a printer to print a tally sheet, the receiving documents will indicate the requirement for storage in the bonded area. After the SKUs are received, a receiving clerk attaches an identification to each SKU; the identification and the SKU quantities are entered into the WMS computer. The SKU is moved to a drop point for entry into the bonded section. After the SKU arrives at a storage position, the SKU and storage position are scanned/read and sent to the WMS computer. The WMS computer sends a message for the inventory files in the host computer. As orders are received for a SKU in the bonded storage position, the WMS computer depletes the SKUs in the bonded section. The WMS computer sends a SKU quantity to the host computer, which issues payment to the U.S. Customs. Order Returns There are several steps to complete the return process. The process starts when return package is moved from a delivery truck onto the returns dock. From the returns dock, the package flows to a returns process and disposition station. At the station, employees scan the return label (accessing the order record) to verify that the return is valid. Once it has been verified that the SKU was ordered, a credit is authorized for the customer. Because each process station has access to orders, order options are held in the host computer. They can also be held in the WMS computer for a predetermined number of days. After a certain number of days, the records are sent to the host computer. This minimizes access to orders and reduces host computer transactions. The next step is to dispose of returned SKUs. Each returned SKU becomes a company asset and requires an identification and transfer to a position. If each returned SKU has a WMS SKU identification or customer returns activity SKU disposition identification. If a returned SKU does not have a WMS identification, the computer will print an identification that includes a SKU identification and a SKU disposition identification. As part of the returns process, each SKU is presorted into a separate container, e.g., return to stock (RTS), return to vendor (RTV), mixed RTS and RTV in one container, and destroy and dispose. Returned and processed SKUs are transferred to a pick or non-pick position. A pick position has RTS or "available for sale" SKUs and is scanned into a position. The SKU is then available for a pick transaction. A non-pick position has an RTV or "not available for sale" SKU: The SKU is placed in inventory for vendor return consolidation. Scan transactions and SKU quantities are sent to the WMS computer for inventory update. Customer-Order Return-Label Delivery Address If a warehouse has multiple SKU classifications in one facility and orders are for single-line and multi-line and combined SKU classifications, a return could have SKUs from several classifications or a single SKU from one classification. To improve the return process, the company has customers attach a preaddressed label to each packing slip. To improve the returns process and to provide security for high-value SKUs, preaddressed customer return labels may be handled in several ways. The first option is using one return address for all SKUs. With one address, a packing slip has a preprinted return address on each packing slip document. This reduces packing slip print time. Returns arrive at a single returns process dock. In a high-volume warehouse operation with returns from all SKU classifications, the advantages are: -- High-value SKUs are handled in a general return area (low security) -- Maximum space utilization -- High return unload and open productivity -- Fewer returns delivery locations Second, the warehouse may use a separate return address for each SKU classification. If using this approach, packing slips can be prepared with a preprinted return address on each packing slip document. Third, the customer order delivery company can use a separate return address label. The delivery company separates (or presorts) returns by SKU classification and delivers returns to a separate company address (returns dock) or in separate containers. In a high-volume warehouse with returns separated by SKU classifications, the features are: -- High-value SKUs are handled in a separate returns area (high security) -- Good space utilization -- Good return unload and open productivity -- Additional returns delivery locations Unique Order Shipping Label In this design, a warehouse uses unique order shipping labels for two delivery companies and single or dual induction locations. One order delivery and induction station handles a specific SKU classification or carton size; the second delivery and induction station handles another specific SKU classification or carton size. A unique shipping label for each delivery company or SKU permits a shipping-carton or bag sort design flexibility. A ship sort design is designed with either a single induction and divert station section or a dual induction and two divert sections. This design allows a company to divert orders from a main sort conveyor to a divert lane for direct load into a delivery truck or delivery device (BMC). A sort or divert of packages permits the company to zone skip (i.e., bypassing the delivery company freight terminal that is close to the warehouse facility and is sent direct to a final delivery terminal that is closer to customer order delivery address). Zone skipping means lower freight charges for each package, faster package delivery, and improved customer service. Across-the-Dock Warehouse Operation An across-the-dock warehouse has a more streamlined order flow than a conventional warehouse. In an across-the-dock warehouse, each drop/ship location has its own identification. Vendor-delivered SKUs are unloaded, received, and updated in the WMS computer as they are received at the warehouse. Each SKU has an existing identification or the receiving department attaches an identification to the SKU. The receiving department verifies SKU quantity and quality. After receiving activity is completed, the same receiving procedures are used to verify the quantity. After quantity and quality has been verified, each SKU receives an identification. SKU identifications and quantities are entered into the WMS computer, which updates the inventory file. A SKU move or transport transaction identifies a suggested drop point (or delivery location). At the drop-point, each identification is scanned. Scans are sent to the WMS computer, which depletes a SKU identification and quantity in the files. The computer increases SKU inventory that was placed onto a delivery truck. SKU identification and quantity are transferred to an order destination and updated in the WMS inventory files. In the host computer, the total inventory remains the quantity that was unloaded and received at the receiving dock. If a delivery truck is not parked at a WMS drop delivery/point shipping dock door, an across-the-dock pallet is placed and scanned/read at a shipping dock staging area for later loading with manifest activity on the delivery truck. Warehouse Operation and SKU-Identification Symbology Each identification label must have a human- and machine-readable section. A human-readable label has alpha characters or numeric digits printed in black on a white background; a machine readable label has bars or symbology in black, blue, or gray on a white background. A black bar and white space between two black bars determine a code data. For maximum readability, there are quiet zones between the end of each bar code and the label edge. The length of the bar code is equal to the distance between the first and last bar codes. Bar-code labels may be printed on site in an on-demand basis, or preprinted labels by a separate company. A bar code is read on a SKU, on a storage/pick position structural member, or on a carton/container travel path, and has sufficient width to contain WMS data. In a conventional warehouse with a WMS program, a WMS order identification on a vendor-delivered SKU, fixed storage/pick position, or warehouse or container/carton identification may be read by an employee, a scanner, or an RF tag receiver. When the labels are designed, it is important to ensure that the alpha characters/numeric digits are easily understood by employees, as well as having a symbology that satisfies machine-reading parameters. The options are: -- 2 of 5 bar code -- Inter-leaven 2 of 5 -- Code 3 of 9 -- RF tag Symbology Orientation The symbology label orientation (black bars and white spaces) as an impact on the use of an employee hand-held scanner/RF tag reader activity or a fixed position bar-code scanner. Important bar-code label-ladder and picket-fence design features are: -- The identification label is printed with quiet zones between first and last black bar edge and paper label edge -- An oversquared or near-oversquared label has a black-bar length equal to the width of the total black bars and white spaces -- Each black bar is printed with sharp edges on a white background or RF tag transmits a signal that is received by a receiver The bar-code label orientation design options are: 1. A ladder orientation has one black bar and white space stacked on top of each other in a vertical direction or parallel to the floor surface. With the floor surface as "south," the black bars and white space run "east/west." With a bar code in a ladder orientation, the scanner light beam is vertical to the floor or conveyor. A storage/pick design that uses man-down forklift truck will use a narrow WMS label on a storage/pick position flat surface or on a SKU on a conveyor. 2. A picket fence orientation has black bar and white space bottoms that face or are perpendicular to the floor. With the floor surface as "south," the black bars and white space run "north/south." With a bar code in a picket fence orientation, the scanner light beam is horizontal to the floor or conveyor. A storage/pick design that uses a man-down forklift truck will use a wide label design on a storage/pick position flat surface or on a SKU on a conveyor. 3. A hybrid label face with ladder and picket fence symbology permits maximum flexibility in a warehouse that uses a manual forklift truck or AS/RS crane. An identification with a ladder and picket fence symbology means that the same symbology (black bars and white spaces) is printed in both orientations on one white surface. When an employee looks at a combination label, there are two bar symbologies or codes. One symbology is "north/south;" the second symbology is "east/west." With a hybrid label on a SKU, a fixed beam scanner will easily read a ladder label; a forklift truck driver with a hand-held scanner will easily read a picket fence label. The hybrid label ensures the maximum good readability with minimal scanner or label cost. As a vendor-delivered SKU is unloaded and received, an identification label is placed on each SKU. The design team ensures that there is appropriate line-of-sight for a scanner (e.g., bar-code scanner, RF-tag reader) as a SKU moves over a travel path. In a conventional warehouse with storage/pick positions, the placement of the bar-code labels must allow an employee (using a hand held scanner) to complete a storage/pick scan. Vendor-Delivered SKU Label Design After the design team has selected a SKU bar-code type and orientation (or RF tag), the label design options are: -- A label face has a white background with black bars printed on its surface -- the location on a SKU/carrier The label background options are: -- Self-adhesive labels have a paper surface with a self-adhesive back. The self-adhesive surface has a protective cover that is removed (by an employee or machine) for attachment directly onto a SKU carrier or carton/container. The adhesive is tested to ensure the label remains on a pallet, container, or carton material; an employee can remove a disposable label from a SKU. -- Plain paper labels have the same characteristics as self-adhesive labels, except that the label is inserted into a pallet, container, or carton holder. A holder back is secured to a pallet, container, or carton. -- Chipboard labels have the same characteristics as the plain paper labels, except that chip board is a more rigid material. Symbology Label Face Direction The symbology label face direction is the direction a label faces on a SKU as it travels on a conveyor or rests in a storage position. The choices are a single-face label or wrap-around label. Selection factors are SKU or order type, in-house transport, and storage/pick design. Single Face Label A single-face identification label has the symbology printed on a short label paper surface. The dimensions of this type of label permit an oversquared label to be printed on its surface, as well as permitting a picket-fence or ladder-bar-code orientation. In a conventional forklift pallet/master-carton warehouse that uses single-face identification labels on pallets, master cartons, or single items in containers, the label faces one direction. As the labeled pallet, master carton, or container moves over a travel path (or sits in a storage position), a forklift truck will complete a scan/read and physical pallet, master-carton, or container storage transaction, and a scanner will be able to complete a scan. Wrap-Around Label A wrap-around identification label has one long bar code or two identical symbologies printed on long label paper. With picket-fence symbology, the identification is printed onto two sides of the label face. This means that each bar code faces one travel direction. With a bar-code ladder label, a wrap-around bar code is (same one long label that covers a label face or the same bar code is printed twice in different sections on a label face or surface). With a wrap-around identification label on a pallet, carton, or container, or a SKU moving over a travel path (or sitting in a storage position), the label faces the forward direction of travel and on a SKU's side. A wrap-around facing two directions of a compass direction permits the best maximum line-of-sight (for a hand-held or fixed-position scanner) or RF tag reader reception, as well as maximum flexibility to move pallets, cartons, or containers between storage/pick positions. Master-Carton or Pallet Symbology Location Symbology location is the label's physical location on a master carton, pallet carrier, or tray. Symbology location (along with the design factors) ensure that the label will have good line-of-sight/ RF-tag reader reception on a travel path or in a storage/pick position. Master-Carton Symbology Location In a master-carton/container warehouse, master-carton identification location options are side, top, front, and bottom. The most frequent locations for a single-face WMS symbology or identification label are on a master carton's side, front, and top. There are several bar-code scanner line of-sight considerations (e.g., depth of field, travel speed, gap between two bar codes, bar-code tilt, skew) when a carton with a single-face WMS top identification label is moving on a travel path, or is in a storage position. The single-face WMS top identification label option is used on a shipping conveyor travel design. When a wrap-around identification label is used in a warehouse that has carton-replenishment activity to carton flow-rack pick positions, the most common label locations are on a master carton's side and front. Placing the identification on the side and front permits bar code scanner line-of-sight along a travel path from two directions. A side and front label location also permits bar-code and employee line-of-sight for a carton flow rack or shelf pick position. A single-face bar-code label on a master-carton bottom permits bar-code scanner line-of-sight from one direction. When an employee handles a carton, a bottom bar-code location makes it difficult for an employee to read a bar-code label. Pallet Identification In a pallet warehouse, the identification location options are on the pallet's side, front, or top. Side Bar-Code Label A side-pallet identification label location is known as a solid stringer or notched four-way entry side. A front identification label pallet location is known as a fork opening side. With an identification label side option, the single-face or wrap-around identification is placed on the stringer side, block side, or the layer of a master carton. A single-face identification label faces one direction, and requires scanner-device line-of-sight or RF-tag-reader reception. In a conventional forklift truck warehouse, as a pallet with a side identification label is placed into a storage/pick position, the pallet orientation has fork opening facing the forklift truck aisle; the WMS symbology is on a pallet side. In a conventional pallet storage warehouse, the side bar-code identification label requires double handling by the forklift truck, which lowers employee productivity. In an AS/RS warehouse, it is not a problem for an AS/RS crane to handle a side-labeled pallet due to a fixed-position scanner used to read the identification, but when a forklift truck completes a P/D station transfer, there will be a restriction on bar-code scanner line-of-sight/RF tag reader. The RF tag reader will receive the identification, but the employee's ability to read the identification will be restricted. A wrap-around identification label on a pallet side means that one bar-code picket-fence label faces a side and one label faces front or one long bar-code label that has a ladder orientation on a label face. A two-bar-code label permits scanning from both the side and the front. With a conventional forklift truck or AS/RS warehouse, this feature minimizes line-of-sight problems on the travel path or in a storage/pick position. Stringer or Block-Pallet Symbology or Label Location A stringer pallet has three stringers (also known as bearer boards) that support the top and bottom deck boards. A pallet stringer side has a solid, flat, and smooth surface that permits an identification attachment (the label can also be attached to an exterior stringer's front). A block pallet has blocks on pallet corners; some pallets have a middle block. Each block permits an identification attachment (or, again, to an exterior stringer's front). A pallet identification uniquely identifies a pallet and permits a forklift truck driver or an AS/RS crane to complete a storage transaction, as well as allowing line-of-sight or RF tag reader reception. The design options are: -- With a single-face label, stringer or block side; -- With a wrap-around label, right stringer or block; -- With a wrap-around label, left stringer or block; -- With a single-face label, stringer or block, middle stringer or block; -- With a single-face label, master carton on bottom layer; -- With a wrap-around label, master carton on a bottom layer. To assure good productivity when the forklift truck driver scans the labels, the identification is on the pallet fork's opening side. When a pallet identification is placed onto a pallet's right stringer side or master carton's bottom layer, a wrap-around label face is used with a bar-code label facing two directions to ensure maximum scanner line-of-sight and good employee productivity. One label direction has an identification face on the fork's opening side or front, which permits the forklift truck driver's bar-code scanner (or RF tag reader) to make an identification. Bar-code scanners (or RF tag readers) are set along a conveyor path. When a single-face or wrap-around identification is on a pallet's right stringer front, an identification label may be read by both a conventional forklift truck and an AS/RS with in-feed and out-feed conveyors. A label on a pallet's right side and front (fork opening) permits right-handed forklift truck drivers to make an identification. When a single-face identification is placed on a pallet's left stringer side (or a master carton's bottom layer), a wrap-around label faces only one direction and has limited scanner line-of-sight flexibility. A pallet bar-code label faces a fork's opening side. If the identification is on a pallet left side and front, a right-handed forklift truck driver, with some additional effort, will have scanner line-of-sight to make an identification. Placing a single face or wrap-around identification on a pal let's left stringer front will ensure line-of-sight for a conventional forklift truck, as well as meeting requirements for AS/RS with in-feed and out-feed conveyors. An identification on a pallet's right side and front will permit a forklift truck driver's scanner line-of-sight to make an identification. When a single-face label is on a pallet's middle stringer front (or a master carton's bottom layer), the label's location ensures line-of-sight for a conventional forklift truck and meets the requirements of an AS/RS with in-feed and out-feed conveyors. An identification on a pallet's middle stringer front and face means that a right-handed forklift truck driver, with some additional effort, will have bar-code scanner line-of-sight (or RF tag reader reception) to make an identification. Bar-code scanners/RF tag readers are set at an angle along a conveyor path to ensure line-of sight for scanners and optimum reception for RF tag readers. Warehouse Operation Bar-Code Identification on a Carton AS/RS Tray With a carton AS/RS design that uses a tray to support master cartons in a storage location, a design team has the following options regarding the location of tray bar-code identification: -- With sufficient edges, the identification can be on the side, front, or rear -- With sufficient lip width or interior space, the identification can be on the top -- The identification can be on the bottom An AS/RS tray travels on a conveyor between a storage position and a master-carton transfer station. At the transfer station, the conveyor is designed to ensure that a bar-code label faces an employee hand-held scanner or a fixed-position bar-code scanner/RF tag reader. Machine-Readable Symbology: Life Expectancy When machine-readable symbology is used in a warehouse, the design teams may opt for: -- Permanent symbology may be used to identify a storage/pick position, tote/carton, or storage device (e.g., pallet, tote, trolley, cart). To minimize damage to the black bar or white space, the surface is coated to last a long time. Alternatively, it is placed in a sleeve and is attached to a storage/pick position, the flat surface of structural member, or to a captive SKU or order carrier (e.g., stacking frame, pallet, cage). In a warehouse that has a reusable SKU carrier or pick container, a permanent identification is zero scanned by an employee. The scan is sent to the WMS computer, and the permanent symbology SKU quantity is updated to zero and is made available for another SKU or order. -- Disposable symbology is used on a vendor-delivered SKU or shipping container/carton. It is printed on plain paper or a self-adhesive label. After it has served its purpose, the label is removed from the SKU or carton and thrown in the trash. Symbology: Scanner or Reader Options A vendor-delivered SKU or pick activity is a WMS supported or non-WMS supported transaction. With a WMS supported transaction, a WMS program has an employee controlled or fixed position bar-code scanner/RF tag reader scans/reads a SKU, order or storage/pick position identification. In a warehouse with a WMS program, the design team symbology scan/read device options are -- Hand-held scanner that is (a) contact or (b) noncontact scanner. In a dynamic warehouse, a contact scanner is not preferred due to low employee productivity and read rates -- Fixed position scanner with a laser light beam that is (a) fixed, (b) moving, and (c) waving Noncontact Bar-Code Scanner/RF Tag Reader When a SKU, order or storage/pick position is stationary, a scan transaction is completed by a noncontact hand-held scanner/reader device. A hand-held scanner/reader is controlled and operated by an employee. An employee directs a hand-held scanner light beam at a bar-code/RF tag, ensures that a scanner/reader obtains a good read, and per a storage/pick activity, an employee enters a piece quantity into a scanner/reader and sends a scan/read transaction to the WMS computer. To minimize hand-held scanner/reader damage, an employee has a scanner holster, scanner/ reader is attached to a work table, or a forklift truck has a scanner/reader holder. The design team hand-held scanner/reader options are 1) small battery powered device that has battery replacement or battery recharging and is used for a forklift truck, picker or packer scan transaction and 2) wire connected to an electric outlet or forklift truck battery that has sufficient electric cord length to permit an employee to walk from a process station or forklift truck operator platform to scan/read a position or SKU. Fixed Position Symbology Scanner or Reader In a warehouse with SKUs or orders that move over a conveyor travel path, a warehouse with a WMS program uses a fixed position symbology scanner/reader device. With bar-code scanning/ RF tag reading SKUs or orders on a moving travel path, important scan/read factors are 1) symbology presentation. RF tag presentation factor is to assure that a RF tag transmission is received by a local reader. Bar-code presentation factors are (a) side identification that is used on a master carton, pallet, or container, (b) top identification on a master carton, pallet, or container, and (c) front identification that is used on a master carton, pallet, or container, 2) depth of field that is, as a SKU WMS bar code passes a scanner, the distance between a scanner is closest to and furthest from a SKU WMS bar-code or RF tag reader receives a signal, 3) travel speed that is a SKU WMS bar-code travel speed as it passes a bar-code scanner/RF tag reader, and 4) gap between two SKU WMS bar codes/RF tags that is an open space between two SKU WMS bar codes/RF tags. Fixed position WMS bar-code scanner options are 1) fixed beam scanner that means a scanner light beam is thrown on a conveyor travel path location. A fixed beam scanner is used with a standard SKU WMS bar-code location, side scan operation and is low cost. With a fixed position scanner, a SKU WMS bar-code ladder orientation and a SKU WMS bar-code placement window on a SKU improves bar-code good read number, 2) waving beam bar-code scanner that means one scanner light beam is moving in (a) vertical direction between above a conveyor travel path or (b) in horizontal direction between two locations on a conveyor travel path. A waving beam bar-code scanner is used on a side scan operation with a fixed bar-code scanner location but some flexibility with a degree of tilt, 3) moving beam WMS bar-code scanner that means several elliptical shaped light beams are thrown on a conveyor travel path location. A moving beam bar-code scanner is used on a top or side scan operation, maximum SKU WMS bar-code tilt and skew and location and a higher cost, and 4) RF reader requires general area due to a RF receiver receiving a RF tag signal. Symbology Scanner/Reader Location along a SKU Transport Design Travel Path A powered carton, pallet, or in-house transport moves a SKU past a symbology scanner/reader located along the travel path. A RF tag symbology reader requires a RF tag transmission. A fixed position bar-code scanner emits a laser light beam onto a SKU travel path, which reads the symbology. The design team's bar-code scanner location options are: 1. Side location. A bar-code scanner that is side located along a travel path allows a short depth of field, more constant bar-code location on a SKU/order, and a less costly bar-code scanner device. A bar code on each pallet, carton, trolley neck, or order on a travel path creates a gap between two bar codes. This permits a fixed-position scanner to read codes. When a carton or pallet-side label is scanned with a hand-held scanner, there is line-of-sight to the bar code. 2. Top location. A bar-code scanner that is above a travel path allows a moderate depth of field, and restricted bar-code location on a pallet, master carton, or order. A bar code on each pal let, master carton, or order on a travel path creates an open space between two bar codes. An employee will have some difficulty completing a scan. 3. Front bar-code scanner location has a long depth field and the scanner light beam is angled onto a travel path. To scan a pallet or master-carton front label, the bar-code label travels past a constant location and the powered travel path creates a gap between two codes. A bar code scanner has a higher cost. 4. Bottom bar-code scanner location. This has no application in a warehouse that sends pallets, master cartons or cartons to outside customers, or that are handled in other warehouse work stations. This is due to the difficulty to hand scan a bottom-attached label. Symbology Location in a Storage/Pick Aisle In a storage/pick aisle, a storage/pick position symbology location is determined by the ware house's forklift truck type, storage design, and pick design. A label on a storage or pick position's structural member ensures that a forklift truck driver, replenishment employee, or scanner/reader (e.g., picker hand-held scanner/reader, RF tag reader) can make a position identification. In a conventional storage/pick design with a man-down operated wide aisle or narrow-aisle forklift truck, the identification is located on a storage/pick position load beam, upright post, or placard. In a narrow-aisle man-up forklift truck storage/pick design, the identification is located on a storage/pick position shelf or rack structural member. Identification at a Pick Position A design team ensures that each SKU pick position in standard shelf/rack design pick side has a discreet identification. In a gravity flow-rack with a pick aisle and replenishment aisle, each pick position has a SKU replenishment and pick-side identification. Both pick- and replenishment position identifications ensure good scans/reads. During a SKU pick-line setup, replenishment to a pick position, or completion of a pick transaction, the pick-position identification is considered an employee instruction component. Each SKU pick position has specific design characteristics: -- In a warehouse using a standard pallet rack or shelf storage/pick design, the identification is located on a rack load beam/shelf lip or upright post. If a warehouse is using a floor stack pallet storage design, the pick-position identification may be embedded in the floor, be on a placard hung from the ceiling, or attached to an upright position that is between two floor stack lanes. -- In a warehouse using a small single-item pick design, the pick-position identification is a self-adhesive label attached to a pick side structural member, replenishment side structural member, or automatic pick machine replenishment sleeve or lane. Symbology Scan/Read Transmittal to the WMS Computer The data from a WMS supported transaction and completed scan/read transaction is transmitted from the scanner to the WMS computer. The design team reviews peak scanner/reader transactions, transmittals per hour, and computer hardware capability to determine an acceptable number of scan/read transactions/transmittals per minute. The design team's scanner/reader transaction transmittal options are: -- Scanner/reader holds scan/read transactions in memory and transmit at a later time -- Scanner/reader transmits the scan/read transactions to a PC (personal computer), which batches and transmits scan/read transactions at a predetermined time -- Scanner/reader transmits on-line to the WMS computer With a hand-held scanner/reader, the options are an RF transmittal that has RF antennas and communication network connected to a PC WMS computer or an electric wire to a PC or WMS computer. A fixed-position scanner/reader has a direct communication with a PC or WMS computer. The design team selects a scan/read transaction transmittal option based on the cost of the scanner/reader and communication network, value for transaction on-line, and number of scan/read transaction transmittals per minute. Scanner/Reader Data Transfer A key feature of a scanner/reader is the ability to transfer data to the WMS computer. This transfer may be done in the following ways: -- On-line (or real-time) transfer. In an on-line data transfer, the scanner/reader transfers data immediately to the WMS computer. To use on-line data communication, the WMS computer must be capable of receiving scan data along with other communications. Because the WMS computer must always be available to receive data, on-line data transfer requires large computer capacity (and, therefore, higher cost). -- Delayed (or held in memory). A delayed data transfer scan/read identification transactions are either held in the scanner's memory or sent to a PC to be held in memory. At a predetermined time (or when the WMS computer is available to receive data), scan data are batched and sent to the WMS computer. This approach allows greater flexibility regarding receipt of scan data, and thus requires smaller computer capacity than on-line transfers (and lower cost). Identification Scanner Transaction Accounting Identification scanner transaction accounting is used by a pick, pack, check, or manifest employee to record a transaction, SKU, or order into a hand-held scanner. The employee may either physically press a button for each scan transaction (2-3 seconds per transaction), or the hand-held scanner can be set to a default mode in which it registers a transaction as an automatic entry every time the employee presses the "entry" button. The latter approach increases employee productivity by two to three seconds per transaction). Using an Order Shipping Carton as a Pick Carton If a pick/pass design uses a shipping carton as a pick-line carton, as orders are introduced to a pick line, each order has a shipping carton predetermined by a order piece cube. Shipping-cartons may enter a pick line in random size order or by order group in which the shipping cartons all have the same size. Order Pick Cell or Pick Train In a pick-to-light design, orders are sent to all pick-to-light pick positions or orders travel on a take away conveyor and diverted from a take-away conveyor onto a separate pick-cell conveyor or entire pick line conveyor. In each design, the permanent identification or WMS order identification is sent to a pick-to-light pick zone. In a pick-to-light pick zone, each SKU pick position has a SKU on an order. Order identifications may reach pick-positions as a pick train on a conveyor or as an order diverted to a pick cell. Order Pick Train In a pick-to-light pick train design customer order presentation is involved in all pick positions. The design has all totes/cartons at a pick-line start station enter onto a zero pressure pick-line conveyor that moves totes/cartons past all pick zones and past all pick positions. A pick train option has pickers to pick pass totes/cartons over a nonpowered pick-line conveyor travel path for travel through all pick zones and past all pick positions. The components are: -- Order identification bar-code scanner/RF tag reader -- A nonpowered pick-line travel path with crimp plate stops, or a zero-pressure conveyor with pop-up stops -- SKU pick-to-light pick positions with pick-zone indicators -- Powered take-away conveyor for completed orders After a tote/shipping carton receives (or becomes associated with) an order identification, the identification is used by the pick-line computer to activate pick-to-light pick positions that have ordered SKUs. Along a main or in-feed conveyor, a scanner/reader associates the warehouse's permanent identification with a transferred WMS order identification, or the warehouse computer prints a disposable WMS order identification, which is attached to a tote/shipping carton. A tote/carton enters a pick line on a pick-line conveyor. A pick-line conveyor is a nonpowered or is a powered zero-pressure roller conveyor. A pick-line conveyor is a continuous conveyor that directs each carton/tote past all pick positions with a pick-to-light section. If a pick line is a nonpowered conveyor, the first picker pushes or passes; with a zero-pressure pick conveyor travel path, if a picker does not grab a tote/carton, powered rollers move the carton/tote train from one pick zone to another. On a pick-line travel path, a tote/carton pick-train order identification sequence is maintained on a pick conveyor until all ordered SKU picks are completed for an order or are within a pick zone. After an order is completed within a pick zone, a picker pushes a completed tote/carton from a pick-line conveyor onto a take-away conveyor or pushes the tote/carton train member along a pick-line conveyor. A tote travels the entire pick line as an one-way travel path and all totes take the same path from start to end. At the start or end, an employee (or machine) adds packing slips, invoices, sales literature, delivery address labels, and other company information. It should be noted that if a tote/carton requires SKU picks from a slow-moving section (i.e., another pick area), each order identification may be scanned/read to a pick-line section at an entrance to each pick line pick zone, or the picker maintains a completed order transfer and matches a tote/carton identification to the pick-to-light display screen. If there is no match, a pick-to-light vendor procedure is followed. A take-away conveyor gap plate is installed between pick and take-away conveyors for easy transfer from the pick-line conveyor to a take-away conveyor. To maximize picker productivity, a pick line is separated into multiple pick zones. Each pick zone has a predetermined number of pick-positions. To ensure controlled tote/carton movement, as totes/cartons queue in a pick zone, the middle or end section of each pick-line pick-zone has a pop-up stop (a moveable crimped or flat-stop plate) that permits a picker-controlled movement of totes/cartons between two pick zones. A pop-up stop is controlled by the picker assigned to a pick zone. Each pop-up (or plate) stop is located in a pick zone that permits a picker maximum access to pick positions. If a pick zone has a high-to-low profile, a stop located in the middle of the zone is the preferred location: it minimizes a picker's walk to activated pick-to-light positions. If a pick zone has a low-to-high or random profile, a stop located at the end is the preferred location. If a picker in a pick zone does not maintain expected picker productivity, tote/carton movement is halted by the stop device. This design is used with pallets, carton flow racks parallel or perpendicular (with an aisle between sections) to a pick conveyor, or shelf sections parallel or perpendicular (with an aisle between sections) to a pick conveyor. A scanner/reader is located at each pick zone entrance. As completed orders are pushed from a pick conveyor to a take-away conveyor, the carton/tote pick train is pick/passed or pushed from one zone to the next with a different carton/tote identification sequence. The scanner/reader at the zone entrance sends each carton/tote identification in a first-in-first-out sequence to a pick-line computer. A warehouse computer sequences orders in a pick-to-light design to match the tote/car ton train sequence. Flags (or indicators) are used along a pick-line conveyor to identify the zone start and end. This helps ensure good picker productivity. To help accurate SKU transfer from a pick position into a tote/carton, a picker uses a clip to identify the tote/carton that matches the order identification shown on the display screen. During high-volume pick or order days, in a pick zone with high SKU pick volume or tote/carton movement, pop-up stops are deactivated or crimp plate stops are removed and additional pickers are added to the zone. This helps minimize delays. The order take-away conveyor is along-side the pick conveyor. The carton/tote take-away conveyor permits a picker to transfer a completed carton/tote from a pick train onto a high-speed conveyor for transport from one pick section to the next or to a pack area. With fewer cartons/totes in the pick train, a pick train is more easily pushed over a nonpowered pick conveyor and creates gaps between cartons/totes on a powered zero-pressure conveyor. With high-volume SKU picks for one pick zone, picker productivity determines the number of order completions. On a low-volume day, pick zones are expanded and orders are completed in less time. Order Pick Cell A pick-to-light pick cell design is a way of presenting cartons/totes to pick positions within a specific pick zone. In this design, all totes/cartons travel on a powered take-away or by-pass conveyor. Along a powered take-away conveyor, there are scanners/readers that control pick-cell divert devices. After a scanner/reader reads each tote/carton identification, the warehouse computer activates a divert to transfer the tote/carton onto a pick-cell conveyor. The components of a tote/carton pick cell are: -- Each pick cell has a scanner/reader -- A powered take-away conveyor with a divert for each pick cell -- A pick-line conveyor with a front-powered belt conveyor at the front and nonpowered or zero-pressure roller conveyor -- A pick-to-light SKU pick position with pick zone indicators After a tote/carton receives a WMS order identification label or becomes associated with a WMS order identification, the computer transfers all order identifications to a label placed onto the carton/tote. The order identification is used by a pick-line computer to activate a pick-to-light SKU pick-position displays. As the tote/carton leaves an identification station, order identifications are on a first-in-first out sequence on a take-away or main conveyor. On the conveyor, each carton/tote is directed past a pick-cell scanner/reader. Each pick cell has a front-power conveyor to move cartons/totes from an in-feed pick-cell conveyor section on the conveyor. A pick cell divert and powered conveyor section permits continuous carton/tote transfer from the main conveyor onto a pick-cell conveyor. If a WMS program or warehouse carton/tote requires a SKU from a pick-cell pick position, the carton/tote is diverted from a take-away conveyor onto a pick-cell conveyor. As the carton/tote travels on the conveyor travel, the scanner/reader sends a message to the pick computer, which activates the pick-cell pick-to-lights. Because each order identification is scanned/read and diverted into a pick cell, each carton/tote is sequenced on a first-in/first-out basis. On a pick-cell conveyor, the tote/carton sequence is maintained until all picks are completed or an order is completed and pushed onto a take-away conveyor. If a tote/carton has another SKU pick from another pick cell, the carton/tote travels on a take-away conveyor and the process is repeated at a different pick cell. If a carton/tote is a completed order, a take-away conveyor transports the tote/carton to a pack station. If a pick-cell SKU profile has high-volume SKUs at the pick-cell entrance and low-volume SKUs at the pick-cell end, the majority picks will be in the pick-cell's first half. As a picker completes an order, a pick-to-light display indicates a complete order and the picker pushes the completed order from a pick conveyor onto a main/take-away conveyor. On the take-away conveyor, the tote/carton travels to the next pick-cell scanner/reader for transfer to another pick cell or a pack area. Bar-Code or RF Tag Label Packing Slip In a catalog, e-mail, or direct marketing warehouse, a packing slip is placed with SKUs in the shipping carton/container. Prior to a shipping carton/container leaving a warehouse, a delivery address label is placed on the sealed shipping-carton's exterior. In a pick/pass or in a batched order warehouse, each ordered batch of SKUs or shipping carton has a packing slip and delivery label. In a pallet operation, a packing slip accompanies the pallet to the customer location. The options for packing slips and delivery address labels are: 1. A design team can decided to have batched pick labels or packing slips and delivery labels centrally printed and distributed to a pick/pass line entry station. Packing slips and delivery labels are printed in the same sequence as the order sequence at an entry to a pick line. With a batched pick design, labels are printed in pick-position sequence. Batched pick labels are delivered to a picker dispatch station. With a pick-and-pass design, each packing slip and delivery label group is delivered to an assigned pick line that has received the WMS computer order transfer. As each pick/pass tote/shipping carton enters a pick line, it receives a packing slip/delivery label and identification that matches the order identification sequence. The design is used with a pick/pass design, minimizes a printer number and print request, increases packing slip/delivery label controls and distribution to a proper pick line. 2. Another option is to have packing slips and delivery labels centrally printed and distributed to each pack station. Packing slips and delivery labels are printed in the same group sorted to each pack station. Packing slips and delivery labels are sorted/separated into groups. The warehouse moves a SKU pick or inventory code to ensure that a specific SKU is diverted to the assigned sort/pack station. Each packing slip and delivery label group is delivered to the assigned pack station. This design minimizes the number of printers and print request but increases packing slip controls and distribution to a proper pack station. The design is used with a batched pick and sort design. 3. The third choice is have packing slips and delivery labels printed at each pick-line entry location or start station. Packing slips are printed in the same sequence for an order's entry to a pick line. This is especially useful for a disciplined pick line with a specific entry or sequence (e.g., shipping-carton size). This design downloads packing slips/delivery labels to various print locations. If there is a requirement for separate packing slips and delivery labels printers, there will be two printers at each pick-line entry. Each packing slip and delivery label is printed at the pick-line entry/start station and the pick-line transfer matches the packing slip. The design minimizes the number of printers and print requests. 4. Packing slips and delivery labels can be printed at each pack station. Each pack station receives a complete order in a tote/carton. After a pack station employee scans the order identification, the printer at the pack station prints the packing slip and label. This design has the number of print requests and requires a printer at each pack station. Captive-Tote/Shipping-Carton Identification at a Print or Pack Station When a captive pick-tote or pick/shipping carton arrives at a print-and-pack station, each captive tote/shipping carton has a unique warehouse identification. At the pick-line entry, the warehouse identification is associated with a WMS order identification. As a tote/carton arrives at a pack station, it is scanned to register order completion. A pack station scan removes the association with a WMS order identification. The scan allows the permanent identification to be associated or reused with another WMS order. If a warehouse container is released without a warehouse scan, the WMS computer considers that a container has two WMS orders. This situation creates problems on a pick line, including low productivity on a pick line and pack station, and potential pick/pack errors. Prev. | Next | Table of Contents |