|
|
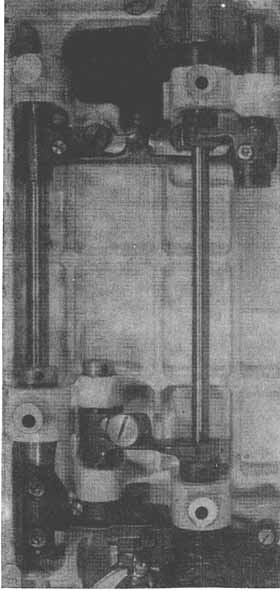
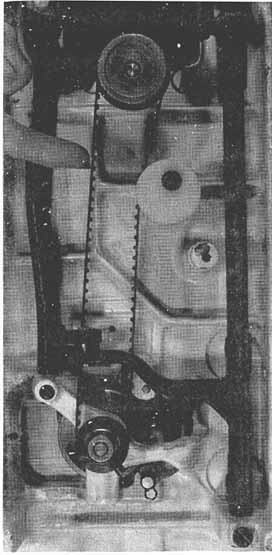
No adjustment procedures, and very few repair procedures, re quire an extensive disassembly of a sewing machine. Most repair procedures, even major ones, can be made by localizing the disassembly in the problem area. Tithe main bushings or main drive shaft need replacing, most of the disassembly would be required in the upper arm of the machine, with the pivot points of the forked connections being disconnected below the bed of the machine so that these parts can be dropped to disengage the upper ends of the connecting rods from the main drive shaft. In the case of replacing the timing belt that extends from the upper shaft to the shuttle driving shaft in the lower mechanism (Figs. 3-1 and 3-2), the extent of the disassembly in the lower mechanism will depend upon the brand and model of the machine .
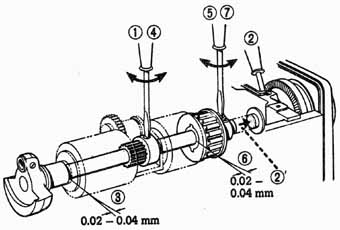
Since there is no specific disassembly procedure that can apply to all machines, we will only attempt to state some of the basic principles of disassembly. DISASSEMBLY PROCEDURE The general sequence for disassembling the parts in the upper arm of a machine is as follows (all procedures refer to zig-zag machines): • Loosen the motor bracket bolt and remove the main drive belt. • Remove the face plate. • Set the stitch length and width indicators at 0, and the needle in the position for straight-stitch sewing. • Remove the top cover and any covers on the front or rear of the upper arm. It may also be necessary to remove the sewing light. • To aid in reassembly, note the positions of all the visible connecting rods from the zig-zag mechanism, and the position of the balance wheel. Without changing any dial set tings, remove the zig-zag mechanism. • Examine the main shaft to find a coupling collar. It is usually located toward the left end of the drive shaft. Right and left is determined as you face the machine as you would for sewing. This is the dividing point, from which segments of the shaft may be moved to the right or left. • Rotate the balance wheel and note the set screws in the coupling collar. If these screws are only visible through a hole in the arm housing, they will be recessed below the surface of the housing, not flush with it. The set screws must be loosened before either of the shaft segments can be moved to either the right or left. To loosen the screws, use a good quality screwdriver, with a point of the correct size to fit snugly in the screw heads and a handle of the type that will give you added power if the screws are frozen. If you can't loosen the screws in this manner, use a screw driver with a metal handle. Insert the point of the screw driver firmly into the screw slot, and while simultaneously pressing and twisting the screwdriver, tap the end of the handle with a light hammer. If the set screws can't be loosened, you will still be able to remove the drive shaft, but you will have additional parts to disassemble. • The next step in the procedure depends upon whether or not you were successful in loosening the set screws on the coupling collar; whether or not you want to remove the left portion of the shaft through the left end of the machine; or whether or not you want to remove the right segment of the shaft to the right, or balance wheel, end of the machine. If you couldn’t loosen the coupling collar set screws, the easiest way to remove the entire drive shaft will probably be by removing the balance wheel and sliding the entire shaft through the left end bushing. To do this, note the relative positions of the feed dog, shuttle, needle bar, etc., to the crank bend or cam position of the main shaft (or the upper sprocket of the timing belt, if appropriate), so that you will not reassemble the machine with these components grossly out of time. Remove the balance wheel and back off any set screws to allow the shaft to slide through the right end bushing. Disconnect the lower ends of the forked connecting rods in the lower mechanism of the machine. Loosen the set screws in the upper timing belt sprocket. This will probably require hex wrenches. Next you loosen the set screws in the stop collars, etc. Then disconnect the linkages behind the face plate, remove the presser foot pressure rod assembly and after disconnecting the needle bar, drop it to clear the shaft as it's pulled through the right end bushing. Pull the forked rods down so the forks are clear of the shaft. The stitch length regulator mechanism may have to be re moved to allow the forked rods to drop down. The drive shaft should now be free to slide to the left. If you loosened the coupling collar set screws and want to remove the shaft segment to the left through the left-end bushing, disconnect the linkages behind the face plate, remove the presser foot pressure rod assembly and after disconnecting the needle bar, drop it to clear the shaft as it's pulled through the left-end bushing. If the coupling collar set screws have been backed off sufficiently, the left segment of the shaft should be free to be pulled through the left-end bushing. If you have loosened the coupling collar set screws and want to remove the right segment of the drive shaft to the right through the right-end bushing, go through the entire procedure just described. However, you won’t have to disconnect the linkages. Generally, you will not be able to pull the drive shaft without removing the balance wheel and unpinning the shaft from the clutch mechanism. When reassembling the drive shaft assembly, observe the following precautions: • Be sure that the relative positions of the feed dog, needle bar and shuttle are such that the machine will be in time, or only require minor adjustments to correct the timing. • Be sure that the forked ends of the forked rods engage the crank bends or cams of the upper shaft appropriately, and that the groove-and-roller assembly of the stitch length regulator is correctly fitted. To aid in the correct timing of the shuttle and needle bar, as well as the zig-zag mechanism, note that the stitch length indicator, other dial settings and the balance wheel are in the same positions as when you began the disassembly. • If there are provisions for adjusting the drive shaft end- play, such as stop collars, etc. be sure to adjust the shaft end-play correctly (Fig. 3-3). • When meshing gears, be sure to adjust the clearance and alignment between the gear teeth to avoid machine noise. This procedure will be described for specific models in the sections that follow. • When the assembly is complete, turn it a few turns to be sure it turns freely. Then lubricate the bearing points with sewing machine oil, and the gears with sewing machine gear lube. By the time you have gone through the above procedure, you will have noted that all the parts in the upper horizontal arm of the machine can be removed by pulling them to either the right or left, that all the parts in the vertical arm of the machine can be removed by puffing them downward or through the side of the arm (specifically in the case of stitch length regulator levers, etc.) and that all the parts in the lower mechanism and behind the face plate are visible and readily accessible.
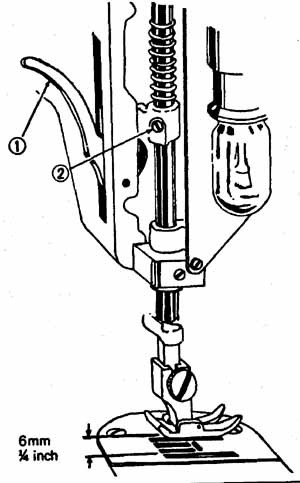
TOOLS Most manufacturers recommend or make available special tools for sewing machine adjustments and repairs, but any do-it yourselfer who takes pride in his workmanship has probably equipped himself with most of the necessary tools. A list of the basic tools includes: —A set of screwdrivers, including the typical small sewing machine screwdriver and a long screwdriver for removing the needle plate (provided the needle plate is in fact held on with screws). There should be enough variety in the point sizes of the screwdrivers to allow you to select one that fits the screw slot correctly. Included in the assortment should be some with Phillips heads. In addition to screwdrivers with conventional handles, one of the Stanley (or comparable) screwdrivers with interchangeable blades, ratchet drive and power handle is extremely helpful. Screwdrivers with magnetized tips are helpful and , as mentioned previously screwdrivers with knurled metal handles can be used with a small hammer to emulate the action of an impact driver. —A set of small end wrenches. A few end wrenches with offset ends are helpful. —A set of small box-end wrenches. A few with offset ends are helpful. —A set of socket wrenches, preferably with deep wells. —A set of hex wrenches. —A set of feeler gauges. —A small trouble light. —A portable electric drill and assortment of bits. —An assortment of pliers, including needle-nose pliers, adjustable end wrenches, a small hammer, etc. —A magnetic nut retriever. —An aerosol can of silicone lubricant. Whether the fixed size wrenches are of the standard or metric size depends upon your particular sewing machine. Of the older models, the general rule is that American manufacturers used standard size machine screws, while many European manufacturers used the metric size. In selecting tools, there are two pitfalls to consider. On many of the older models, the set screws are of extremely hard material, and some of them can become quite stubborn in their removal, necessitating screwdrivers of quality material that fit the screw slots well. Conversely, some European manufacturers have fitted their machines with screws of soft material, which require special screwdrivers to avoid damage to the screws, on the premise that damaged screw heads would indicate to the factory-authorized repairman that the homeowner has attempted repairs, thus violating the terms of the warranty. Therefore, if you begin a repair job on a machine on which the warranty is a consideration, you should feel competent enough to carry the job to completion, or face the consequences of a void warranty if you begin repairs and ultimately take the machine to a factory-authorized repairman. ADJUSTMENTS A correctly operating sewing machine depends upon close synchronization of the various moving parts, and upon the maintenance of certain specified spacing tolerances between the moving parts. It therefore becomes necessary in the manufacture of machines to incorporate adjustment devices that will allow the mechanic to maintain the synchronization and tolerances. In a general discussion of adjustment procedures, it's impossible to describe universal procedures that would apply to all the hundreds of brands and models that have been produced over the years and are still in regular use. Moreover, since each manufacturer publishes his own technical publications, written from his own particular viewpoint and with his own terminology, it becomes necessary to arbitrarily adopt a standardized terminology in a general discussion. For example, a Pfaff Manual refers to Correcting a Wavering Straight Stitch, as Zeroing the Needle for Straight Stitching. A White Manual frames it in the context of a problem by calling it Uneven Wavering Straight Stitch and New Home Manual calls the procedure Correcting Staggered Straight Stitch. In this section we have adopted the following policy: Every problem that can be corrected with an adjustment is framed in the context of a procedure. A standardized terminology has been adopted which should be fairly descriptive of the procedure on any machine you encounter. In the sections that follow, we will maintain the standardized terminology in the main headings, but use the factory manual terminology in the descriptive text. The following adjustment procedures have been selected as representative of correcting the most commonly encountered problems in sewing machines: Correcting Wavering Straight Stitch When the stitch-width dial on a zig-zag sewing machine is set at 0, the machine should sew a stitch of unwavering straightness. The superficial cause of a wavering straight stitch is vibration of the needle bar slightly from side to side. The underlying cause can usually be traced to the zig-zag mechanism, to the linkages between the zig-zag mechanism and the needle bar or to the mechanism that links the external controls (stitch-width dial) to the internal mechanism or linkages. Due to the variety of ways in which zig-zag control is accomplished and adjusted by various manufacturers, there is no universal correction for this problem that would apply to every machine. In the sections that follow, the correction is de scribed for certain Pfaff Models, White Models, New Home Models and Brother Models. A convenient way of checking for stitch straightness is to set the stitch-length regulator at 0, the stitch-width regulator at 0, place a piece of white cardboard between the presser foot and needle plate, and turn the balance wheel by hand to see if the needle stitches into the same hole on each down stroke of the needle. Adjusting Feed-Dog Height If material is fed erratically or not at all, it may be because the top edge of the feed dog teeth are not being raised high enough above the surface of the needle plate during the sewing cycle. The optimum feed dog height varies on various models from .5mm to 1mm, with .8mm (.032) being about average, if you determine that your feed-dog height needs adjustment, rotate the balance wheel until the feed dog is at its highest point, and in the lower mechanism, locate an adjustment point. This is generally a set screw which secures the feed-dog rise mechanism to the feed-dog rocker shaft. Loosen this screw, and without rotating the balance wheel, move the feed dog up or down as required, then tighten the set screw. This procedure will be described for certain Pfaff Models, White Models, New Home Models and Brother Models. When checking the feed-dog height, be sure the feed-dog drop is set to allow the feed dogs to be raised on the sewing cycle. Adjusting Lateral Position of Feed Dogs If material isn't fed straight during the sewing cycle, it may be because the feed dogs are not parallel to the edges of the needle plate slots. On many models, the feed dogs should also be centered between the edges of the needle-plate slots. Generally, the adjustment points for aligning the feed dogs between the needle-plate slots will be found on the ends of the frame, in the form of screws. They are secured by locking nuts pressing against the bearing ends of the feed-dog rocker shaft. If this is the case on your particular machine, loosen the locking nuts on both ends of the shaft, turn the screws in the appropriate directions, check the alignment of the feed dogs and when correct, tighten the locking nuts. This procedure will be explained in detail later for certain Pfaff Models and White Models. Adjusting Feed-Dog End Clearance If there seems to be an excessive amount of clearance between the ends of the feed dog and needle-plate slot on the forward or reverse cycle of the feed-dog motion and a minimal amount of clearance on the reciprocal cycle, adjustment of the feed-dog end clearance may be required. This procedure will also be described for certain Pfaff Models and White Models. Adjusting Presser-Bar Height On most sewing machine models, with the presser foot in the UP position, there is an optimum height at which the bottom surface of the presser foot should be set above the top surface of the needle plate used for normal sewing jobs. This height varies from about 7/32 inch (5.5mm) to 9/32 inch (7mm) on various models. To locate the adjustment point for this height, remove the face plate and you will find a set screw that secures the presser bar into place against the tension of the presser-bar spring (Fig. 3-4). To make the adjustment, raise the presser bar, loosen the screw, and raise or lower the presser bar to adjust the presser foot to a specified height, or to a height which gives best feeding results. Before tightening the set screw, turn the presser bar slightly in one direction or the other to align the foot parallel with the edges of the needle plate. Then tighten the screw. This procedure will also be described for certain Pfaff Models, White Models and Brother Models.
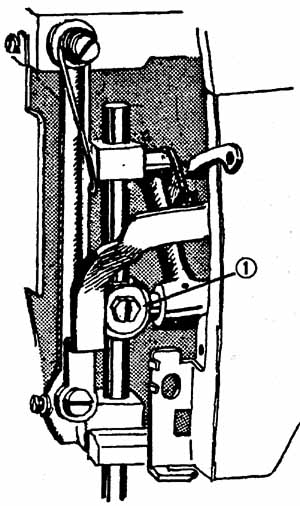
Adjusting Presser-Foot Alignment If the needle strikes the edge of the presser foot even though a correct foot and needle setting is being used, the presser foot may not be parallel to the edges of the needle plate, thus misaligning the presser-foot slot in relation to the centering of the needle drop. Assuming that the presser foot is secured tightly to the presser bar, this is caused by the presser bar being turned slightly. To align the presser foot, raise the presser foot to its highest point, remove the face plate, loosen the set screw that secures the presser bar and rotate the bar slightly by grasping the presser foot and twisting until the alignment is correct. Be careful not to disturb the presser bar height. Then tighten the set screw. This procedure will be de scribed for certain Pfaff Models, and White Models. Timing Shuttle to Needle Missed stitches, or the failure of the top thread to pick up the bobbin thread on each cycle, may be the symptom of an incorrectly timed bobbin shuttle. However, exhaust other underlying causes, such as poor thread, incorrect needle, etc. You will remember from reading the previous sections that the shuttle needle timing is the result of three factors: One is the positions of the needle eye and shuttle hook in relation to each other as the shuttle hook travels along its circular path and the needle has risen slightly to form a thread loop. The second factor is the over-all length of the needle bar and needle. This determines the elevated location of the needle eye in relation to the shuttle hook when the needle has reached its lowest point and risen slightly to form a thread loop. The third factor is clearance between the shuttle hook and the side of the needle when the needle has risen to form a thread loop. Since the correct timing is dependent upon the three-way relationship of these three factors, they should be adjusted in one procedure, generally in the following sequence: • Adjust the shuttle hook position to coincide with the needle-bar rise. • Adjust the needle-bar height. • Adjust the clearance between the shuttle hook and the side of the needle. Before beginning the procedure, be sure a correct needle is used. Also, be sure that it's correctly inserted. The side of the needle with the shorter groove should be adjacent to the shuttle. Adjusting the Hook to Needle-Bar Rise On a zig-zag machine, to achieve the most accurate timing, the positional relationship of the shuttle hook and needle eye should be checked on both the left and right positions of the needle swing. The actual distance of the needle bar rise will be slightly different on the left than on the right swing, in accordance with this principle: If the shuttle rotates counterclockwise, the needle-bar rise will be slightly more on the left swing of the needle than on the right. Conversely, if the shuttle rotates clockwise, the needle-bar rise will be slightly more on the right swing of the needle than on the left. To apply this principle to an oscillating shuttle, observe whether the shuttle hook is positioned to pick up a loop on a clockwise or counterclockwise direction in its oscillating path. Generally speaking, the actual amount of needle-bar rise when the hook is in position to pick up a loop is about 2 mm on the short rise and about 4 mm on the higher rise. In any case, in the absence of exact data, the shuttle hook should be slightly above the center of the needle eye so that it will engage a thread loop on both the left and right swing of the needle. The size of the loop provides the necessary leeway. When the needle has risen the appropriate amount (a loop must be formed), two conditions must be satisfied for accurate timing. The shuttle hook should be opposite the center line of the needle and the height of the needle should be such that the shuttle hook is only slightly above the top of the needle eye. If condition number one isn't satisfied, the position of the shuttle hook must be adjusted in its circular path. If this isn't possible (as might be the case with some oscillating shuttle machines), the needle-bar height must be adjusted to make the formation of the loop occur when the shuttle hook is in position to pick it up. If the second condition isn't satisfied, the needle-bar height must be adjusted. The method for adjusting the position of the shuttle hook varies widely between different machines. On most machines, at some point from the short, transverse, shuttle shaft to the opposite end of the shuttle-driving shaft, you will find set screws that secure the shuttle to its driving mechanism. Loosen these screws to disengage the shuttle from its driving mechanism, turn the shuttle by hand, without moving any other mechanism, to achieve the correct position of the shuttle hook in relation to the center line of the needle. If there is no way to disengage the shuttle from the driving mechanism on a rotating shuttle machine, you may be able to change the position of the timing belt by engaging a different notch of the belt in the lower timing belt sprocket. To do this, it will be necessary to rotate the top mechanism slightly. It isn't advisable to change the position of the upper timing sprocket on the main drive shaft. Adjusting Needle-Bar Height If the height of the needle eye isn't correct when the center line of the needle coincides with the position of the shuttle hook, the needle bar must be raised or lowered. To adjust the needle bar, remove the face plate and loosen the set screw that secures the needle bar (Fig. 3-5). Raise or lower the needle bar until the top of the needle eye is slightly below the shuttle hook.
Adjusting Clearance Between Shuttle Hook and Side of Needle If the clearance between the point of the shuttle hook and the side of the needle is too large, the machine may skip stitches even though the timing of the hook and needle bar rise is correct. If there are set screws securing the shuttle to the transverse shaft, you should automatically make this clearance adjustment at the same time you set the circular position of the hook to the needle-bar rise. The adjustment is made by simply moving the shuttle along the short shaft to obtain the correct clearance. The hook point and needle should be as close together as possible without touching each other to obtain this correct clearance. Or, if you wish to make an actual measurement, set the clearance at .15mm (.006). When you determine that the top thread will pick up a loop on every cycle when the stitch width is set at maximum, change the setting to 0 (straight stitch), and check the timing with the needle in the normal sewing position. Be sure the shuttle raceway is clean and lubricated. Adjusting Needle-Shuttle Clearance This adjustment is essentially the same as described above. It will be described later as a separate procedure for certain White Models and Brother Models. Adjusting Needle-Bar Height This adjustment is essentially the same as described in the previous section. It will be described later as a separate procedure for certain Pfaff Models, White Models, New Home Models and Brother Models. Adjusting Needle Position The various manufacturers have established adjustment procedures for centering the needle in the center of the needle plate hole when the needle position is set at Center, and for equalizing the width of the zig-zag stitch on the left and right needle swing. These procedures will also be described later for certain Pfaff Models, White Models, New Home Models and Brother Models. Equalizing Forward-Reverse Stitch For most normal sewing applications, such as reverse stitching to lock the end of the seam of stitching, it's neither desirable nor practical for the forward and reverse stitches to be exactly the same length. However, in certain applications such as decorative stitching or buttonhole stitching, it may be desirable to equalize the length of these stitches. The procedure for doing so will be given for certain Pfaff Models, White Models, New Home Models and Brother Models. Adjusting Cutting Space of Buttonhole Stitch On the zig-zag machines with an automatic buttonhole device, the optimum width of the space between the left and right buttonhole stitches is generally set, and should be maintained at about 5mm (.02 inches). The procedure for adjusting this space will be given for certain White Models and New Home Models in later sections. Timing Needle-Bar Swing In zig-zag sewing, the needle should only swing to the right or left when it's above the material being sewn. The procedure for timing the needle bar swing will be given for certain Pfaff Models, White Models, New Home Models and Brother Models. Cleaning the Shuttle As explained in earlier sections, best sewing results will be obtained if the shuttle is kept clean and oiled. The procedure for dismantling the hook will be given for certain Pfaff Models and all White Models with the oscillating shuttles in the following sections. Adjusting Gear Meshing If the cam shaft gear is incorrectly meshed to the main drive shaft gear, noisy running will result. The procedure for adjusting this meshing will be given for certain White Models, New Home Models and Brother Models. Adjusting and Maintaining Upper Tension Control Incorrect tension control vies with the incorrect needle-shuttle timing as the most commonly encountered problem in sewing. Many of the older sewing machine owners’ manuals give a detailed description of how to disassemble and clean the upper tensioner, but a few of the owners’ manuals provided with more recent models don't contain these instructions. In the absence of specific instructions, some care must be taken to reassemble the parts of the tensioner so that the reading of the dial corresponds to the actual tension setting. With the dial set at the lowest setting, the thread should slip between the tension discs with no discernible tension. As the dial setting is increased, the thread tension should become moderate at a median setting, increasing to a tight tension as the dial is set to its highest setting. Also observe the following general rules: If the assembly has only one pair of discs, each with a concave and a convex side, the discs should be assembled with the convex sides adjacent to each other. • If there are three discs, one disc will probably have two flat sides, and it should be placed between the convex sides of the other two discs. • As a general statement, the tension control will not exert a tension on the thread, regardless of its setting, as long as the presser foot is in the UP position. This is because the lifting of the presser-bar lift lever depresses a pin that protrudes through the center of the tension control stud, against the tension of the tensioner, releasing the tension of the tension spring. Before assembling the tension control parts on the stud, be sure that the release pin is correctly in place. The innocuous looking, hair-like spring that protrudes from the body of the machine at the outer circumference of the tension control stud (this spring is the last item to be removed when disassembling the tension control) is called the thread check spring. It serves the purpose of holding the thread slightly taut as the needle descends into the material. The tension of this spring is established by the way it's installed. More details on installing and adjusting the thread check spring will be given in the section that follows. Instructions will be given for adjusting and maintaining the upper tension control for certain Pfaff Models, White Models, New Home Models and Brother Models. Replacing and Adjusting Thread Check Spring As explained above, the thread check spring holds the thread taut as it would otherwise slacken on the down stroke of the take-up lever, which might allow the needle to pierce the thread. As the needle enters the material, the thread check spring hits a stop, thus releasing the needle thread. It can then slacken so the loop can be formed. The tension of the thread check spring exerts a cyclic, slight tension on the thread, holding it taut and then releasing as the needle goes through its cycle. The tension spring exerts a constant, moderate tension-depending on the setting of the dial-during all cycles of the sewing. The purposes of these two tensions should not be confused with each other. On many machines, the tension of the thread check spring is set by engaging a trailing end of the spring in the appropriate spline of the tension-control stud. With the spring correctly installed and tensioned, the thread is threaded through the looped end of the spring, then downward and under a guide; to the take-up lever and then to the needle eye. To observe the action of the spring, thread the machine appropriately, place a scrap of material under the foot and rotate the balance wheel by hand. The following sequence of actions should be observed: On the up-stroke of the needle bar and take-up lever, the thread check spring will be pulled by the thread downward against a stop. This position will be maintained until the instant the needle pierces the material. At that time the down-stroke of the take-up lever will allow the spring to return to its untensioned position. Thus, with the take-up lever descending and the tension of the check spring released, the thread will be slackened so that a loop can be formed on the needle bar rise. The procedure for replacing and adjusting the thread check spring will be given for certain Pfaff Models, White Models and New Home/Janome Models. |
|
| PREV: Sewing and Machine Adjustment Maintenance | NEXT: (coming soon) | Home |
Monday, 2009-04-27 0:42